

来源:网络转载更新时间:2020-07-22 16:08:43点击次数:4054次
图1是6RS—FE回转电子秤水泥包装生产线简图•水泥由B400斜槽进入高效斗式提升机,经悬挂式振动筛、中间仓、螺旋闸门和立式双格轮下料机进入包装机进行包装,由仓壁料位器控制中间仓情量•包装机回转由0-75kW的无级调速电动机驱动,人工将水泥袋插到包装机出料嘴上,包装机就自动灌装。装满的水泥袋被推到卸包皮带机上,经过顺袋皮带机、硬袋机及输送辗道,到达电子校正秤进行称量校验并计数,然后水泥袋再通过辗道由输送皮带送至站台堆存或装车。
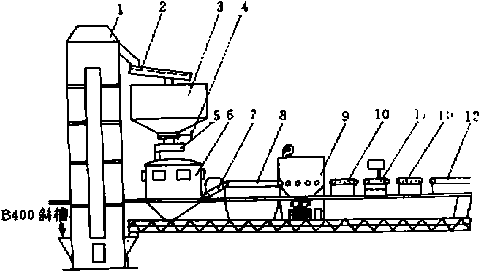
16RSFE回转电子轩水泥包装生产线简图
1.斗式提升机浦.悬挂式振动孵片,中间仓,4,螺旋
立式取格轮下料机‘6.6RS—FE水泥包装机,7,卸包皮帯机,
8.顺養皮带机,9-破包机,10.输送辐道;11-电子校正秤;
12.皮带机
2工作原理
6RS—FE包装机是由6个嘴子单元组合在一个回转体上,每个嘴子上有独立的电子秤
甘肃省永登水泥厂(73。301)
称量装置。水泥袋的自动灌装及袋重精度很大程度取决于电子秤的精度,下面以一个单元为例说明其工作原理。
图2是一个嘴子单元的电子秤称量简图。当托袋架上放上重物时,簧片发生弾性变形,传感器通过拉杆受力产生微小电压信号,送给电子秤插线板进行放大和逻辑运算处理,最后显示出其重量。包装机旋转中.按照给定信号并通过逻辑运算,使气缸、料嘴电动机工作,由人工将水京袋插到料嘴上,进行灌装•灌装分粗、细流两个阶段,粗流灌装约6〜10s,达到45kg左右后停止,开始细流灌装,达到显示值50.00kg后完成灌装,包装机在推袋位自动卸袋,并为下次灌装做好准备。
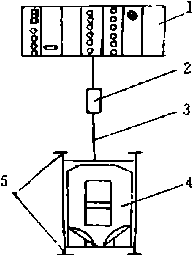
图2单元电子评称量简图
1.电子拜插线重量传感器3拉杆托袋製,5.簧片图3是校正秤工作原理图•该包装机由于采用电子校正秤对袋重进行第二次称量校验.并把校验结果反馈给电子秤,使整个包装机的称量成为一个闭环系统•当有重物通过校正秤皮带时,簧片变形,机械杠杆由于支点的作用失去平衡,使差动变压器产生一定的电压差并送给校正秤插件电路,进行处理后再反馈给电子秤作为校正信号"这样经过不断的校正•袋重精度得到进一步提高。
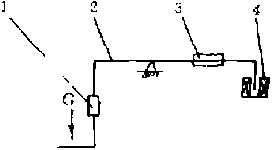
图3校止秤工作原理图
1.簧片灣.机掠杠秆3游码,4.差动变压器
3週试步骤
3.1电子秤静态调整
(1) 调整电子秤托袋架上、下八个簧片.使它们互相处在同一平行平面内。
(2) 调节重量传感器拉杆,使电子秤显示值位于±L00kg以内0
(3) 调节电子秤小信号放大板上校零电位器.使电子秤显示值为。。・00k&,并检査静态复位情况。
(4) 逐次加标准注码,观察电子秤显示是否与所加硃码值相等。
(5) 加硅码到50.QOkg.电子秤显示值应为50,00kg.如果超过或低于标准值,调节放大板上增益电位器.使显示为标准值。
(6) 在步骤(5)的基础上.加微小磋码.观察显示应增加,去掉微小注码.显示应回到标推值50-。。岫.否则重新进行任)步骤调整。
(7) 去掉所有破码,观察电子秤显示值应是
00.00kg,否则重复调节(3)〜(5)步骤。
3-2电子秤动杰调整
(1) 在静态调整好的基础上,将每个嘴子上的逻辑板调整电位器调到中间位置.
(2) 启动包装机,使其回转,并插袋灌装,分别对每个嘴子进行调整,使其校正时间、装袋粗、细流时间、推袋时间等达到最佳位置。
E)调整校正秤校正时间,使其与电子秤校正量时间配合.
4使用维护及注意事项
6RS—FE包装机生产线自1992年2月在我厂正式投产至今,la多时间内,我们认为应注意以下方面:
(1) 在包装机托袋架处安装故障保护装置.以免在包装机运转时,托袋架的固定装置发生故障.造成托袋架卡死在卸包皮带机机架上,造成簧片塑性变形,严重时会造成驱动电机的过载。
(2) 卸袋皮带应是防滑皮带,它必须有较好的防滑斑纹.须定期检査,防止造成卡袋故障。
(3) 破袋机只能破碎纸袋.但因纸袋破损率高.从而采用纤维编织袋时.应对破袋机做一定的改进,以满足灌装纤维袋的要求。
(4) 包装机出现故障时,应观察故障显示灯、按显示现象进行处理,切不可盲动。
(5) 空压机以选用全无油空压机为最佳,并且应在气路中加装过淀器或干燥器,以防止气体中的油或水汚染气动元件导致严冬季节结冰造成气路不畅.使各个气动元件无法动作,影响主机正常工作*
(6) 6个嘴子电子秤插件板除继电器板卽,其余均可对应互换使用。
(7) 调节包装机转速时,应在运转中进行.否则将损环调速装置.
(B)在播袋时,应将水泥袋准确地插到位,以免破袋挤坏托袋架上的簧片,影响电子秤称量精度。
(9)由于包装机完成各个动作(压袋、粗、细流、推袋)均是由气缸实现的,因此包装机供气压不应低于0-45MPa,最好保持在0.5MPa范围内。
(10)包装机上的一些德国元件.尽量用国产元件来代替,以降低维修费用。我们曾对一些电机及电磁阀进行了替代,实践证明,国产元件的使用效果良好。
(11)采用动力调压器及高性能的単相稳压器,以保证三相动力电源电压符合标准,使PC供电电压稳定可靠。
(12)采用有效的管理办法言
组成专门的电、钳维修小组,并由专业技术人员正指导,负责设备维修;
严禁在电子秤托袋架上负重,在停机后.应将包装机仓内水泥及托袋架卸空,并用压缩空气将包装机吹扫干净;
每两周須对包装机电子秤校验一次.半年对校正秤调整一次,以保证水泥袋合格率始终保持100蛆i
校正秤静止时不许负重,不包装时应关掉电源;
应配备专人对整个系统进行操作和维修,防止误操作和自行拆卸造成故障:
定期时包装机电控盘、电子秤箱内清灰并检查动力设备各接触器结点;
定期检査收尘器的收尘袋,以保证包装机及工人有个良好的工作环境。必须恰当地调整好收尘管道中的风量参数.避免形成风量不足,吸尘不好,或者风量过剩造成大量水泥吸入收尘器的不合理现象。
定期检査油雾器、减压阀、过滤器,以保证各气动元件的正常工作:
定期检査高效斗式提升机环链的磨损情况,以防两排环链同时断裂,造成设备事故;
定期检査悬挂式振动端的筋网、密封橡胶,以免杂料漏入中间仓,造成包装机卡粵现象。
总之,6RS—FE型回转电子秤包装机具有自动化程度高:台时产量高(人工插袋时达80t/h左右);袋重精度及合格率高(50.00+0.5kg,10。%);可靠性好;粉尘污染少等忧点,它是我国水泥行业理想的水泥包装设备。
文章来源于网络转载,侵删
 ×
×



