

来源:网络转载更新时间:2020-07-17 14:28:38点击次数:6879次
针对市场需求状况,在调査的基础上,我们和 武汉粮食机械厂共同研制和开发了全自动大米小包装机。该机属于机电光一体化的高技术产品,采 用计算机控制技术,能完成自动供料、计量、制袋 充填和打印等功能,实现全自动工作。本机型亦可 用于颗粒状的粮食、饲料、食品及医药等的小包 装。
1工作原理
1.1机械传动系统
如图1所示,机械运动由XWD04-2摆线针轮 减速电机分3路传动:一路驱动横封器15和安装其 上的切断刀14,将已纵封的塑料薄膜带进行横向 封口的瞬间切断;二路通过分配轴13使滞后或超 前凸轮5、4转动,并配合中间继电器8、9控制可逆 电机10正、反转;三路是根据塑料带上的黑色标记 在上带过程中出现的超前或滞后状况,由光源17 和光电装置1控制可逆电机10驱动差动机构11,使 纵封滚轮16作补偿运动,控制塑料包装带在热封 过程中准确定位⑴。
1.2拠料包装带自动上带机构的工作原理
如图1所示,若塑料包装带的黑色标记处于正 常上带状况时,黑标正好通过光源17遮断光线,光 电装置1中的光电管接通发出信号,使光电继电器 3的常开触头闭合,但微动开关6、7的触头同时落 在凸轮5、4的凹入角度重叠的区域内,
微动开关6、7的触头不闭合(在此区域内凸轮不产 生推动作用),光电信号不能输送到中间继电器8、
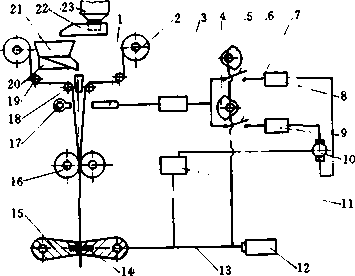
图1全自动大米小包装机工作原理图
1.光电装量2.抵料卷筒3.光电继电器4.超前凸轮
5.滞后凸轮6. 7.微动开关8. 9.中间继电器10.可逆 电机1L差动机枸12.减速电机13.分配轴14.切断 刀15. «封器16.纵封滾轮17.光源18.19.导向辗
20.传感器21.料斗22.电振机23.料仓
9上,故可逆电机10不转动。若塑料包装带的黑色 标记处于超前上带状况时,则光电装置1发岀超前 信号,使光电继电器3的常开触头闭合,微动开关7 的触头落在超前凸轮4的凸出区域,处于闭合状 态,光电信号输送到中间继电器9上,可逆电机10 反转,驱动差动机构11使纵封滚轮16减速,消除黑 标的超前现象。同理,利用微动开关6、滞后凸轮5、 中间继电器8,使可逆电机10正转,驱动差动机构 11使纵封滚轮16增速,消除黑标的滞后现象。(5)用非线性薄壳理论解空气弹簧形变比材 料力学方法精确,提高了强度分析的可靠度,对空 气弹簧的研究、设计及应用有重要参考价值。
13全自动大米小包装机的工艺过程
如图1所示,单片机智能控制器收到料斗21 关门信号允许加料时,自动地输出加料控制信号. 电振机22得电对料斗21加料,传感器20受力,输 出信号到单片机智能控制器中的放大器,4位半 双积分A/D转换器转换成数字信号,经单片机控 制键盘扫描,显示输出,达到控制加料的目的。首 先是快加料,当物料重量达到目标值的90%时, 自动输出慢加料信号,当物料加到离所设定的目 标值仅相差一个提前量时,则发出停止加料信号, 这时电振机仍有余料进入料斗。当物料达到目标 值允许误差范围(0.3%)内时,料斗21处于等待 放料状态。这时切断刀14切断塑料包装袋的瞬 间,固定在横封器轴上的控制凸轮推动微动开关 的触头闭合,料斗21上的电磁铁得电动作,牵引 料门放料,物料进入三面封好的塑料包装袋内,由 缺封器封口并切断,包装袋落下。当放料完毕,单 島I智能控制器输出关门信号,电磁铁断电,由料 斗上的复位弹簧牵引料门关闭,开始下一轮循 环。
2单片机智能控制器的设计
单片机智能控制器是全自动大米小包装机的 核心装置,它具有显示重量、状态控制、去皮、置 零、累计重量、重量标定、量程设定、掉电保护、超 载报警和自动打印等多种功能。其中,A/D采用4 位半双积分转换器件,具有转换精度高、稳定可靠 等特点。
2.1硬件总体设计
控制器硬件系统以8031单片机为CPU,程序 存储器采用一片EPROM27128,外部数据存储器 采用一片RAM6264.并带有后备电池,以作掉电 保护之用。采用专用芯片8279作为键盘、显示器的 接口,充分提高CPU的工作效率。系统扩充了一 片8155,PA 口、PC 口工作于基本输入方式,分别 作为A/D的输入数据口和系统状态输入数据口。 PB 口工作于基本输岀方式,作为控制器的开关量 输出通道。
由于控制器的控制速度要求不高.而检测精 度要求较高,故选用转换速度较慢、精度高、抗干 扰能力强的ICL7135芯片。它是一种4位半双积分 A/D转换器件,转换速度为50次/s.分度数达1 万,满足系统的精度要求JCL7135的R/百接高电 平,使A/D处于自动转换状态。8155除用于开关 量输入输出通道外,还与74LS157 一起构成 ICL7135和8031的接口电路,A/D转换后产生的 各位BCD码、位标志以及极性、过量程、欠量程标 志皆送至PA 口。8155的定时器置成方波发生器, 8031的ALE给定时器输入信号,定时器输岀方波 信号作为ICL7135的时钟oICL7135的选通信号 訂与最高位选通信号Q经反相后同时有效时,向 80311NT;申请中断。
另外,8031的Pi 口用以向打印机提供数据, 打印机的选通信号飛和状态信号BUSY接8031 的P3.o、P3.i,供单片机査询。
2.2传感器
采用电阻应变式称重传感器,根据电阻应变 计原理,将4块应变片分别贴在弹性梁上,组成全 桥平衡电路。电阻应变式称重传感器具有结构简 单、使用方便、性能可靠稳定、易于实现测试过程 的自动化和多点同步测量等优点。
2.3调零电路
调零电路用以抵消传感器的零点输出和秤体 本身自重引起的传感器输岀信号。该电路如图2所 示,由高稳定电阻、可变电位器和直流稳压电源组 成调零电桥,并串接在传感器输出和放大器之间, 通过调节调零电桥内的可变电位器W|改变桥路 不平衡输岀U”,使之和称重传感器空载输岀电 压Us大小相等,极性相反,则电子秤在空载时总 的输出电压U。为0
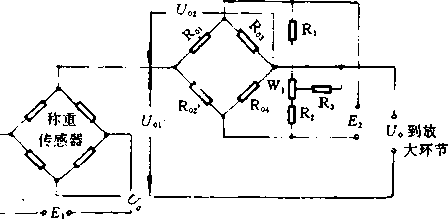
供桥电压
图2调零电路
2.4放大器
从称重传感器采集到的电压信号是mV级, 而A/D转换的输入电压要求0〜5 V,因此需要放 大环节。选用ICL7650高精度集成运算放大器,具 有输入电流小、失调小、增益高等优点。
|
图3放大电路 |
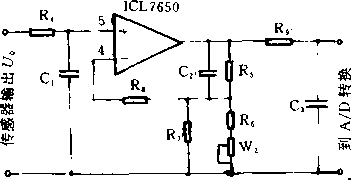 7650组成的放大电路如图3所示,R,和G组 成输入滤波,滤除一些高频干扰信号,R5、R'、Wz 和R,组成负反馈网络,决定增益量。其中珞是可以由微动开关调节其阻值的一组电阻,它的阻值 变化范围作为增益的粗调,Wz作为增益的细调。 G作为交流负反馈,用来抑制称重信号以外的干 扰信号。R9和C3组成输岀滤波,去除7650的调制 尖锋泄漏。
7650组成的放大电路如图3所示,R,和G组 成输入滤波,滤除一些高频干扰信号,R5、R'、Wz 和R,组成负反馈网络,决定增益量。其中珞是可以由微动开关调节其阻值的一组电阻,它的阻值 变化范围作为增益的粗调,Wz作为增益的细调。 G作为交流负反馈,用来抑制称重信号以外的干 扰信号。R9和C3组成输岀滤波,去除7650的调制 尖锋泄漏。
3软件设计
在程序自动显示测量重量的同时,必须对加 料和放料过程进行控制。此外,为了能随时进行控 制状态和参数设置,在显示过程中通过撤键来实 现。主程序框图如图4所示,其自动程序流程框图 如图5所示。由于ICL7135的A/D转换是自动进 行的,完成一次A/D转换后,选通脉冲的产生和 8031的中断开放是异步的,为了保证读取数据的 完整性,只对最高位D中断请求作岀响应。低位数据的输入采用程序查询方式。中断服务程序的 任务就是将A/D转换的结果送到8155RAM的指 定单元中去,然后由主程序读取其数据。
4结束语
研制的第一台全自动大米小包装机工作试验 表明,采用单片机智能控制器控制大米小包装机 性能稳定,计量精度高,封口质量好,上带准确,可 实现大米等颗粒状物料塑料袋小包装(不大于2 kg)的自动化,达到了设计目标,满足用户要求。
本文源于网络转载,如有侵权,请联系删除
 ×
×



