

来源:网络转载更新时间:2020-07-17 14:11:14点击次数:3496次
某重工公司开发的半收縮包装机的处 理能力为70箱/分,是能同瓦楞板纸箱包装机 (M-70)组合的,从集成到包装构成流水线的 高速机。
薄膜和托盘采用独创的热培化涂敷接 台'薄膜釆用小型切断刃进行自动切断1收 缩炉釆用远红外线陶瓷加热器放射炉.是可 进行区域温度控制的节能炉。
表1列出半收缩包装形态和老包装形态 的比较。半收缩包装的外观优良,输送性 也好。
表2列出半收缩包装工序和技术关键 点。主要工序有薄膜卷缠、薄膜和瓦楞板纸 托盘的接合、薄膜的切断及热收缩。以下, 是开发的关键要点:
<2)有不发生松弛的紧密的薄膜卷號 技术;
<3)薄膜和瓦楞板纸有异种材料的高速 接合技术和接合强度的可靠性;
(4)能连续地将薄膜和各托盘进行高精
双1 包装形态和特征
|
包装名 标 |
包 装 形 毒 |
包裝形布特点 |
|
瓦榜板纸律卷简凸印包装 |
作二^用瓦楞板纸箱包装姓 料■梟jr普通的包装 |
•不好承载,撤迁容易 •由于见不到商品,在纸壳上要印団 商品名符 |
|
全火墉包装 |
用博虞全間包瘻瓦務 根纸托盘上的姓料・ |
•已成商品 •成本低 •撤送运输操作时要注意下面的薄膜 |
|
半與蝠包装 |
(为本次开蟆机)在 瓦楞板纸托盘的妹髀 ■上面BE養薄膜,芳 将薄膜和托盘结合的 于托童 技合共右独 包裝 |
•由于见到离品,不必在托盘上印 刷 •由于下面是瓦楞根纸,托盘搬送容 易 •成本低 |
衰2 半收缩包装工序和技术关键点
|
|
饮耕罐 薄' 欧 |
美 处理能力:7。箱/分 打包杆° |
||
|
工 序 |
卷装■膜 |
V膜和瓦榜板堪的堵会 |
毋膜切新 |
熱收编 |
|
枚术美It点 |
没有松弛的卷缠技术 |
(H)不冋牯羿的貞速堵合 (d)碗保堵台强度 1 1 |
(B)能保证切断 (b)切断面良好 |
(B)外運精良 (b)包装产密 《口蔣耗降低 |
度地切离$
(5)开发的热收缩妒热效率高,能得到 外观精良,收缩紧密的包装。
3.1接合技术
在半收缩包装时,必须使薄膜和瓦楞板 纸托盘紧密接合。表3列出新开发机的接合 表3 接合方 方法,瓦楞板纸托盘和薄膜接合的必要条件 及接合飄度试验评价。采用热熔接或脉冲培 接的剪切强度高,但是剥离强度低;热熔化 法的剪切强度和剥离强度都高〉而超声波陪 接和高频熔接的加压力大,因而使瓦楞板纸 发生变形,所以不宜使用。
法和接合强度
|
接合法名群 |
接合法方法和原理 |
并包拉伸强度 |
剥离强度 |
评 价 |
|
热懐接 (热板法) |
将内隆在flf封杆内的如热器作为除 觀,对接合物进行加压,通辻吗传导 进行加热增合 |
2、Q〜2,3 (kgf*/mmz) |
(kgf/mm 勺 |
△ |
|
豚井裕接 |
装在密封杆表面的条状加热器在眸 冋通过大电虚,通过热传导进行加热 培合 |
2.2—2.5 (kgf/mms) |
D、5〜丄6 (kgf/mni 勺 |
O |
|
熱籍 化 (帯潛液方式) |
使固毒粘合剂加热矯化成滾体,用 高压空,喷射到接合场上,熱后加压 接合 1 |
>3,0 (kgf/mm2) |
2.2—2,5 (kgf/mma) |
® |
|
超声波培接 |
将超声波强力俺导至错会部位,由 摩擦热进行热培化和加压结台 |
随着压力的加大,瓦楞板纸产生变形 |
X |
|
|
高甄博接 |
在都压状奄下,施加高频电压,通 过高撅感应电的内热进行楼合 |
同 上 |
X |
|
|
瓦榜板纸托盘 和•膜搂合的 必要条件 |
(a)瓦楞板纸托盘没有变形 (b)必要的接合强度 甲,勢切拉伸强度t 2.0kgf/mms以上(薄膜母材强度的7成以上) 乙、剥离强度'l.Hkgf/mm。以上]瓦楞板场托盘表面维托盘表面纸的剥离强度D.2kgf/mm‘ 7偌以上) |
|||
据此判断,从薄膜和瓦楞板纸托盘的接 合强度考虑,以选用热熔化法最适宜。
3・2热熔化接合技术
从热熔化薄膜的收缩方向考虑,热熔化 必须涂敷在托盘长度的两边。通常将托盘的 长度方向置于传送带的宽度上进行输送。因 此,以往的涂敷方法如图la所示,使托盘机 械到包装机之间成90°回转,将托盘的长度方 向作为涂敷时的行进方向,涂敷后再旋转
90°,然后送入包装机,构成“回转涂敷法,
这个卷方法,因热熔化喷枪到托盘涂敷 面的喷射距离(L)短,所以釆用普通的技术 进行涂敷时,路线就长。另外,在高速运行 旋转时,由于饮料麓可能自托盘飞出,所以 速度是有限制的,考虑以不使托盘旋转危及 操作为条件,将升发速度控制在70箱/分。适 应这一条件的新的“直接涂敷法”的原理如图 1 )所示.图2示出直接涂敷法的程序.
|
图1 热址化潦敷法的比较(直接涂敷法不必进行回转,有高速稳定的优点) |
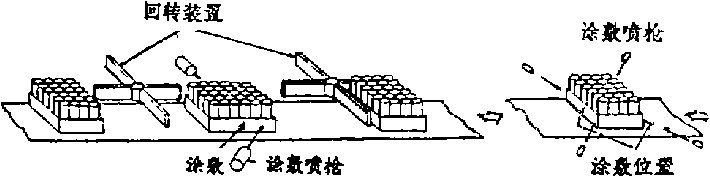
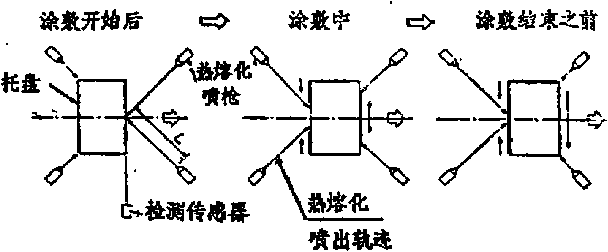
直接涂敷法是将4个無熔化喷枪,斜置 在托盘的行进方位,并和传送带同步行进, 将热熔化液倾斜地从四角喷向托盘的前后两 面.在下流面《前面),行进的喷枪由托盘中 央向两側面涂敷,在上流面〈后面),喷枪则 由托盘两端向中间涂敷。这样,“直接涂敷 法”的喷射距离就增加。而且由于喷射距离可 变,也就改善了以前老方法的缺陷。下面介 绍这些缺陷及其改善状况,
(1)弯曲绳状筋(条状突起)的产生《因 喷射热熔化糊液,其粘着轨迹与距离L有成 比例的变化,因而产生曲线的现象〉
图3所示为热熔化绳状筋的弯曲量。其 大小与喷射初速度v及距离L有关.初速度 v大,绳状筋的弯曲量就小=但是当涂敷面 受到喷射压力时,会发生热熔化的飞溅现象. 反之,若初速度V小,绳状筋的弯曲量大。 因此,对绳状筋弯曲量小及外观好的喷射条 件〈包括喷嘴直径、喷射初速度)进行了探讨。 图3所示为初速度20—25 m/s时的一个喷射 实例,在L<30Omm时,绳状筋弯曲量在 1mm以下,外观形状也良好。
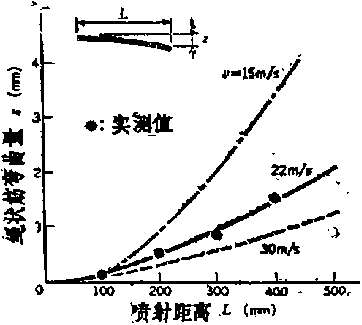
图3 热熔化绳状筋的弯曲量 (恨如喷射隴离增大, 埋状筋弯曲量也增大〉
<2)绳状筋尖端的钩现象(热熔化尖端 下降构成的钩状现象)
图4所示为钩现象的调査结果。使用以 往的热熔化喷枪时,随着喷射距离的增大, 钩量F也增大。使用经过改进后的喷枪,钩 -:af很小,实用上没有问题。由于这种改进 后的喷枪,其喷嘴的开用速度快,所以在喷 射开始时,阀部压损是极小的。
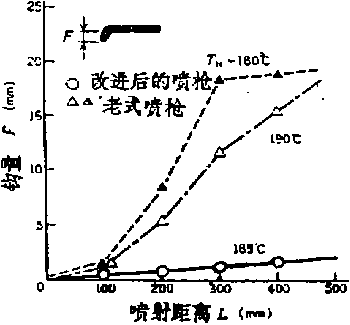
图a 热壕化绳状筋尖端的釣现象 (通过使用高应答性的 喷枪能防止钩现象)
(3)其它
通过改变涂敷肘热唇化料浆的种类和劣 化度,验证了新机的稳定性和实用性。
3.3薄膜切断技术
用热熔化法使薄膜和托盘接合后,还必 须进行切离,以往的切断方法,常用的有如 下3种|
<1)将薄膜卷缠在托盘上,在运送杆内. 藏有闸刀式剪切机的切断刃,通过切断刃的 上下运动进行切断,
(2) 在运送传送带的下方装有凸轮,切 断刃通过凸轮的运动进行切断,
(3) 采用激光的切断方法。
图5所示是“小型切断刃的自动切断方 式二该方式的结构简单,且切断可靠。
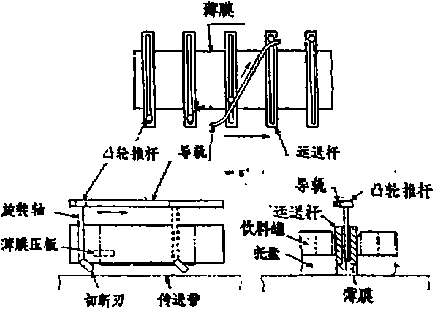
图5 自动薄膜.切断法(内藏在运 送杆内的切斷刃,通过导轨 在宽度方向自动切断)
内就在各运送秆内的小型切断刃用旋转 轴和凸轮推秆连接,切断时凸轮推杆和导轨 连接,随着托盘的前逬.切断刃在托盘的蜜 度方向自动行走,切断薄膜。其后通过反转 用导轨,使切断刃回复到初期位置。另外, 在切断开始时,由于薄膜的错动,切断面容 易发生明显的凹凸现象。因此,在运送秆上, 安装了能自动开闭的薄膜压板,以防止薄腾 的偏离。
釆用激光自动切断时,切断刃必须内藏 在各个运送杆内。所以要求刀刃小型,更换 容易,用小功率就能可靠切断。
<1)切断刃的选定
切断刃要容易得到,操作费用要低,按 市售的铁刀选定4种规格用于试验,以评价 蜂利度和寿命。4种铁刀是锯齿刃(1.5mm 厚)1种,平刃<0.5~0.1 mm厚)3种。
切断评价试验证明,平刃铁刀比锯齿说 刀的效果好,所以选定平刃挽刀作切断刃。
<2)切断面的直线性
假如运送杆卷缠的薄膜松弛,切断面的 凹凸量就大,外观就差。假定薄膜卷缠时的 松弛度为B,那么,切断刃的安装角度& 与切断面的直线性就有图6所示的关系。
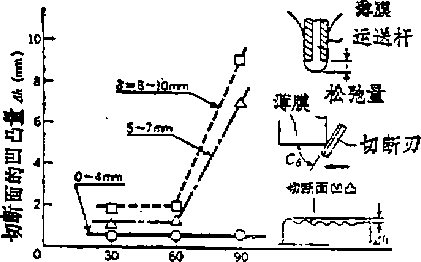
场断刃安装角Ce C)
图6 切断安装南和切断面的直线性(如
C9 = 30°~60ot凹凸量在2mm以內)
 |
4.收缩技术
4.1薄膜的热吸收特性
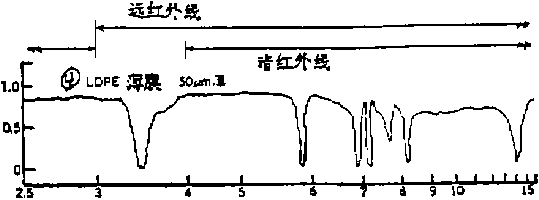
这次使用的薄膜是具有单向热收缩的低 密度聚乙烯薄膜(LDPE材料,50nm厚)。
图7所示为LDPE薄膜的热吸收特性. 表达了波长和紫外线穿透率的关系。在波长 A = 3.5及k = 6〜8呻 的远红外线区域,穿透 率低,热收缩特性优良。因此,选定远红外 线加热器作为LDPE薄膜收缩加热之用。
4.2加热器的选定
图8所示为远红外线加热器的波长和放 射率的关系。当3种加热器中的N型波长%》 2.5 nm以上时,其放射率高。图7所示为 LDPE薄膜的热吸收特性的匹配关系。
表4列出了 3种陶瓷加热器和两种远红 外线加热器的功率密度,薄膜温升率,薄膜 热吸收率的数据。N型陶瓷 加热器的薄膜温升率比其它 陶瓷加热器都高,功率密度 和耐热性也都优良。
4.3收缩炉的制作 图9所示是收缩炉的结 构。其特点如下:
(1)远红外线放射收缩 炉:采用远红外线陶瓷加热 器配置在炉的两侧面和顶面 上,构成放射式收缩炉; 区域温度调节,构成节能型的收缩妒,
(3)尺寸变换性:可按饮料罐的尺寸对加热器进行最优配备。
图10所示是高速半收缩包装机(HS- 70)的外观。表5中所列是主要的技术数据. 该机的试验结果如下:
5.1开发机的试验结果
图U所示是开发机的结构及被包装罐的 尺寸。在高速恒节距的传送带上进行热熔化。
表4 收眉妨用琳热器的选定
|
加热炉的神英 |
功率密度 (W/cms) |
薄膜温 升 率・ |
禪 鷹 吸收率 |
耐 热 経 度 (V) |
# 征 |
评 ft |
|
肉瓷加热器J |
1.63 O |
0.04 O |
0.2» O |
600 |
和案膜的領性优良 |
O |
|
向畫加热審Y |
2.92 O |
0-02 O |
>0*23 O |
500 |
冋 上 |
X |
|
句瓷加热器N |
3-69 ® |
0-15 ® |
>0.3 |
«00 |
和鶯膜的相性忧 良,耐热性忧良 |
® |
|
配电盘加熱器T |
1.72 O |
0,02 X |
0.27 O |
450 |
浦熱性理 |
X |
|
衣英管加热器 |
2.5 O |
0.04 o |
0-20 O |
500 |
容曷加鹳不均 |
△ |
*曲脱温升率,轉膜吸&温度上升/加热審智入功率"C/mm/W:
5.2收缩试验结果
用包装机包封托盘时,在收缩炉内的收 缩效果如下:
(1)包装外观
薄膜严密地封住托盘的4面,饮料罐的 包封也严密。由于包装没有开口部位,尘埃和虫害不易侵入
〈2)包装强度
通过下落试验(JIS标准)测定包装强度, 能充分满足客户的需要,没有强度不足。
R方向苛浙长度R [mm>
S13卷焼輸度< 折叶长度)左右前 后的折叶长度离差在土2 mm 以内
高速半收缩包装机(HS-70)现已顺利投产。 这种高速半收缩机的特点是能见到箱内的内容物,外形美观,高速穏定性强,能充分满足客户的需要。
 ×
×



