

来源:网络转载更新时间:2020-07-17 14:08:55点击次数:3233次
据调査了解,全国各地有不少冷轧窄带钢、冷拔钢丝和冷轧铜带、冷拉铜丝等冶金企业, 其产品包装除少数厂家的钢丝卷釆用一种陈旧的半机械化式的钢丝包装机外,对钢(铜)带 卷的包装都是手工进行,不但劳动强度大,而且包装效率低、质量差.为什么不采用机械包 装呢7其主要难点是钢带卷外形特殊,且尺寸小而重量大带来的包装困雅,如钢带卷在驱动 轮上打滑造成驱动困难,棒利的边角造成包装带断裂、角裂等现象,同时钢带卷和钢丝卷在 相同重量的条件下,前者内外径尺寸都比后者小得多.〈钢丝卷外径约01米,内径约0 900 mm,而钢带卷外径约0500〜0700 mm,内径约0350 mm),因此,它们的曲率半径差 别很大,为解决这些技术难点,需要研制一神既能包装钢(铜)丝卷,又能包装钢(铜〉带 卷,同时还能够适应钢(铜)丝卷、钢(铜)带卷不同重量、不同宽度、不同直径产品的新 型包装机,该机应具有多功能、多用途、机械化包装和效率高的特点,我们在研制过程中,主 要采取了以下技术措施,
1. 1总体结构设计
总体结构设计上要兼顾钢(铜)丝卷、钢(铜)带卷(以下简称钢卷)的包装要求,打破和改造老式钢丝打包机分离式结构,采用立式整体结构,用立式机架将钢卷駆动系统、機子(打包不)传动系统、升降调整系统和自动出料系统组合为一体,要求各系统之间排列清 晰、便于装拆维修,又极大地提高了整机强度刚度,还为今后配备自动进料系统形成包装生 产线留有余地,总阵结构示意如图1所示、
1.2防摆装置设计
在钢卷运行轨迹的上部橫藏面内设置坚直防摆门,在其下都设置前后水平防摆辑,以防 止钢卷在运行过程中左右摆动,根据实验观寮,费卷的左右摆动将使包装带的张力増加从而 造成断带,给打包带来困难
由断带原因分析可知,包装带中麻带强度大大高于浸烛牛皮纸强度,且浸烛牛皮纸与导 带杆、调带叉之间的摩案阻力又大大低于麻带与导带杆和遍带又之冋的廉擦力.报据上述特 点,我们在送带桂子上的不同位置分别设置了纸带调紧装置和麻带调紧装置,两带同时从导 带杆上送出,如图2所示.
J. 4变位结构设计
为实现包装机的多功能、多用途特性,要求防摆装置、棱子升降装置、托辗驱动装置、出 料装置等均需进行调整,本机釆用变位结构来满足此要求,
根据可靠,适用的原则,本机采用电机驱动,传动形式分摩擦传动、链条传动,鼻施传动等几种,根据对打包工艺过程的分析,铜卷驱动和棱子駆动都釆用廉寮传动.
众所周知,廉擦传动的主动力来自被驱动物建,由于包装机工作的特殊性,铜卷的质量 虽大,但其接触表面涂有防德袖,因而使廉擦力降低造成“打滑而打包环接触处虽无袖. 但其质量太小,与駆动庠擦轮之间几乎是点接触.老式钢丝打包机不得不使用皮带施压使打 包环产生足够的廉擦力矩而运动,在本机设计中,针对不同的駆动特点,为了提高设备的可 靠性,我们分别作了理论分析和实验研究,根据不同情况釆用了不同的驱动形式.
2. 1托耦传动系统
对托耦传动系统,我们釆用了图3所示变位结构•
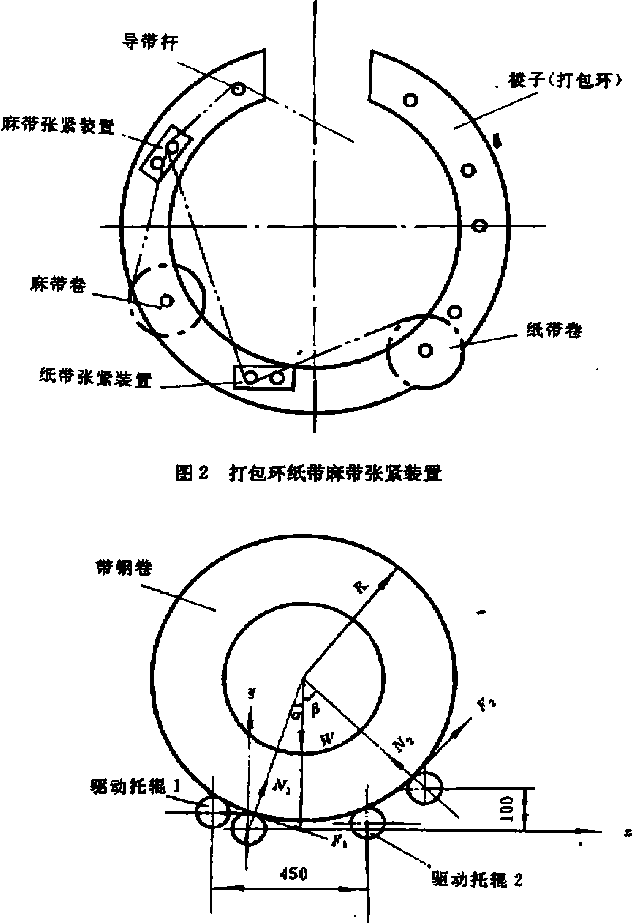
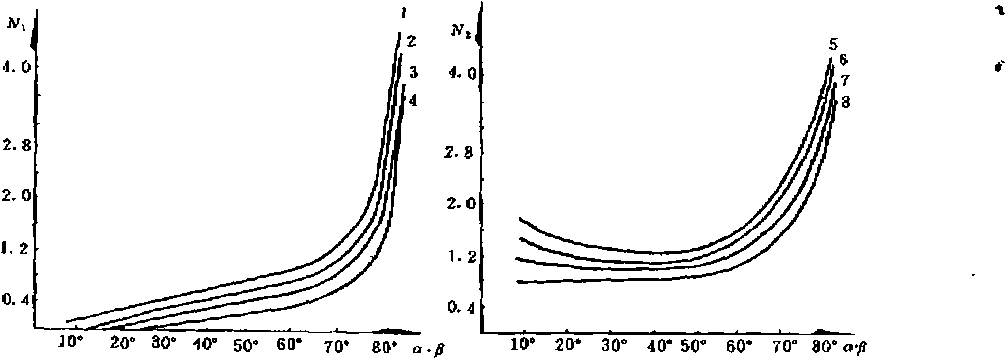
图3可沿水平、受直两个方向调螯的驱动托辐
钢卷摩擦传动力矩大小主要决定于下列因素:<1)钢卷本身的重量和直径大小】〈2)两 托耦之间的相对位置,即,、F角的大小* <3)托枢表层材料与钢卷之间的摩擦系数・它们之 间的关系如下,
设F1、于1、M和F/、M M分别为左右托辐对钢卷的最大静滑动摩擦为,摩擦系數和法 向反力,w和&分别为钢卷的重量与半轻,则根据静力学平価方
经过分析计算可知,在摩擦系数一定的情况下,分别讨论。=F《对称情形》和峥。《非 对称情形》,得到了 N1、白二随a、夕的变化规律:① 当a=jB, M、M都随#増大而増大, 如图4所示.伝)当峥歸*随A增大而增大,M却随月增大而略有减小,只是变化趋势比 前者缓和一些,如图5所示
 |
|
图4 |
<>=#时站、皿改变规律示意图 |
||
|
注,曲线> |
--------- -- 0-1 |
曲线5— |
—/j=/2=0. 4 |
|
曲线》 |
---- fi =J"w = 0-2 |
曲线6— |
—fi =/a = D. 3 |
|
曲线3- |
-- 打=允3 |
曲线7— |
—/1-=/2=0. 2 |
|
曲线女 |
--- 亍】=人=。.4 |
曲銭8— |
—/1=亢=(1 1 |
22極子传动系読
禳子传动仍然采用摩擦传动,但棱子质量轻、运动速度快、启动加速度大,根据包装工 艺要求还设有开口,因而给棱子的启动和保持运动吁稳性都带来一定困难,
为此,首先改造老式钢丝打包机用皮带加压来増大庠擦力矩的方法,改用从动轮通过偏 置翘拴施压的方法,由于不需克服皮带与棱子接融面的滑动摩擦力,从而减少了阻力矩•其 次,为克服稜子开口通过驱动轮时造成的振动,采用了多轮定位和多轮非对称的驱动方式,如 图6所示•运行实践表明,在打包过程中,棱子运行平稳可靠,无打滑和摆动现象.
2.3梭子开降系统
为适应钢卷多品种规格,均需将校子位置调整到通过钢卷中心,采用双螺旋机构同步驱 动方式进行调整,如图1所示,
2.4出料系统
为减小包装工人劳动强度,配备了自动出料系统,将已包装好的钢卷自动顶出,顶出机
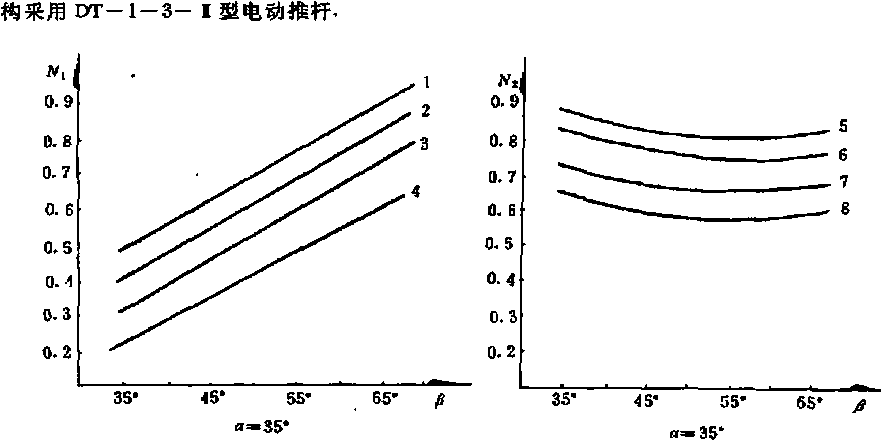
图5 6=8吋M、M改变规律示意图
|
注:曲线1— |
—1 |
曲线 &--- A **/2=0- 4 |
|
|
,曲线2— |
—力=于£=*丘2 |
曲线6- |
—fi^=f2 = 0- 3 |
|
曲线3— |
—3 |
曲线7— |
—fi =f2=0^ 2 |
|
曲线4一 |
—fi3=/a=0- 4 |
曲线8— |
—/1=/2==0. 1 |
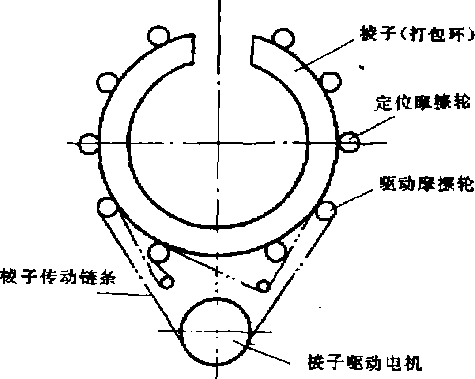
图6棱子挎动系統 •
传动参数是包装机的雄点之一,也是决定钢卷包装成功与否的关键问题.选择运动参数 时,考虑了下列几方面因素*
3- 1托辗转速
合理的托辗转速可防止钢卷摆动造成的断带与角裂现象,也可避免打滑现象,如托辗转
速过高’则启动加速度也愈大,从而使启动时需要的摩擦力矩增大导致打滑,
3.2棱子转速
合理的棱子转速能促使运动平稳,成少运动惯性从而厲少冲击,以增加摩擦轮的寿命,实 验也证实’棱子转速合理,对提高启动性能,祛小纸带、麻带张力,解决断带问题都有明显 的作用,此外,还由于棱子上装有纸带、麻带等包装材料卷,它们都是单向约束的惯性物体, 过高的棱子转速会造成材料卷松散,甚至滑出张紧导向装置,从而影响可靠性和打包质量, 3.3校子与托辗的转速比
合理的棱子与托棍转速比,直接影响包装带重叠量和包装效率,实验证实,其值对包装 紧度也有很大影响,从而影响包装外遡质量和防傍效果,
通过理论分析和实验研究,我们最后采用的传动参数如下:
托幅转速"ft = 3d rpm
棱子转速吸= 187 rpm
关于棱子与托轆的转速比,我们首先按重叠量要求计算,
设包装带宽度为IDQmm,则毎缠一圈的实际有效长度为乙=100—譬。67 mm,而托輻 转一圈,钢卷运动的弧长为(设托幅直径为012。mm) S = g=3+14X 12。=377 mm,则理论 传动比—壬=薛5 63・綿合考虑托輻和棱子的转速,通过实验,最后取棱子与托権的传 动比为£=5. 5*
包装材料的选择与便用主要考虑下列因素,
钢卷属短期防锈范围’防傍期一年,对此,采用了带油包装和不带油包装两种方法进行 实验.
5. 1带油包装实鸵
钢卷包装前整卷另人油池中浸以防锈油,另出滴干后,用浸烛牛皮纸和麻带在包装机上 进行整体包装,纸在里层,装在外层’实验表明,无论包装质量或外观都优于手工包装.只 要运输和库存中包装带不被强行破坏,则外部水分就不可能浸袭钢卷内,从而保持一年内无 帽斑,实验还表明,如在外部再包一层塑料薄膜,则密封作用更好,
5.2不带油包装实验
钢卷省去浸油工1,用汽相防潮纸代替浸烛牛皮纸进行包装,不仅包装工艺简单,而且 外观质量更好一些,但材料成本略高一些・
我们认为,上述两种包装方法均可达到钢卷防锈和保护的目的,两相比较,还是采用不带油包装为好.
多功能卷材防憐包装机已在生产中福到应用,实践表明,该机运行可点,操作维修方便, 是包装钢铜带卷、铜铜丝卷、电线卷等卷材的实用新型产品,它对减轻工人劳动强度、提高 企业经济效益和社会效益都将起到一定作用,如配上自动上料系鸵就形成一条机械包装线,效果就更为理想。
本文源于网络转载,如有侵权,请联系删除
 ×
×



