

来源:网络转载更新时间:2020-07-16 13:51:26点击次数:4843次
卷烟包装机组是我国用于国内卷烟行业更新换代的一套包装机组。为满足国内外市场需要,迅速更换国内卷烟行业的落后设备,中国烟草总公司组织各方面专家经大量调査、论证,以技贸结合方式引进、消化、吸收意大利机组和整机制造技术。目前它已成为该行业的主要包装生产设备之一。该机电路主芯片采用德国某公司产品,该系列龟路已经停产。此外,控制龟路的逻辑设计过于复杂.这对于调试设备的手段不十分齐全的工矿和研究机构的电路维护带来不便,对于想根据其逻辑,用通用系列电路或单片 机重新设计控制电路造成困难。本文以小包透明纸包装机电路为例,说明如何简化其逻辑和电路设计以増加运行可靠性,减小调试难度.
包装机组由五台独立的单机有机地结合而成.以完成从烟支输入到包装成 条的全过程⑴.就包装成条形式而论可分为两种类型:条硬合包装(占国内使用的90%以上) 和条软包装°该机自动化程度较高.速度适中,包装质量完全符合国家检测标准。上述两种组 合中都不可缺省CP—1单机。CP—1完成小包装纸及金拉线包装和热封。
CP--1的电控部分由7块电路板构成。SK1—SL4为继电器电路板,板上有微型继电器和 发光指示二极管等元件,SK5为电源电路板,供给24V薄膜探测器FC4光电、池和15V薄膜和 拉线检测电路板CCN电源电压,CS为复合式开关电路板,作为启动电磁铁线圈的电源。以上 各板线路较为简单,元件易于替换。CCN为薄膜及拉线检测电路板,完成薄膜及金拉线的控 制.线路校为夏杂,易岀故障.维护修理校为困难.板上RF和RN作为逻辑输岀和控制部分的 接口。下面以薄膜橙测部分为例分析其控制逻辑与简化方法<,
玻璃纸检测电路如图1所示。
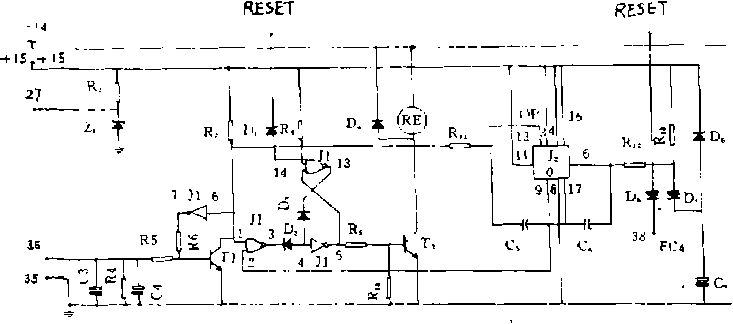
® 1 CCN板玻璃感检测电路
2. 1电路和逻辑分析
该部分电路均为某公司的产品。某公司的这类电路已经停产,难以在市场上寻 觅.所以在集成块发生故障时.一个方法是选用相近电路,做一块转接板,将转接板上空插座的 插脚插入相应的IC位置来替代。这样做法设计十分不便,仅为一块板制造印刷板亦不经济.为 解决CP—1维护问题.国内已有单位将此电路改换成4000系列电路的板作备件供应,并考虑 用单片机完成全部控制,但采用的逻辑仍为SASIB产品的原逻辑设计。该逻辑设计和调试十 分繁琐,实际在使用中,属于集成电路失效的可能极小,多半因电路元件变质失效等原因,使要 求严格的控制逻辑时序互相不能配合造成整机工作不正常.采用本文介绍的逻辑重新设计电 路或在故障板上恢复S151B原有板子功能都能奏效,而且后者不用改变原有印制板.若用单 片机实现,则可大大简化设计。
图1中插槽38脚接受来自光电管FC4的信号,当有玻璃纸时,每次检测FC4均发生一负 脉冲至JZ复位端.置J2输出Q为低。插槽36脚接受来自接近开关SW2的正脉冲.机器正常 工作,当FC4检测玻璃纸时.槽形接近开关SW2发出一个正脉冲,以此作为选通信号°
1)复位
机器复位后(RESET).复位负脉冲置JZ的Q端为低.J1的3端为高。晶体管T2截止.继 电器RF不得电。CP1被启动。
2〉正常工作
CP—1正常工作时,接近开关SW2发出一系列正脉冲.经T1反向后送到J1入端1,同时 作为12的时钟信号;在SW2正脉冲的前沿,J2触发翻转为高电平,但由于卩的1脚为低电 平.将J1的3脚颌定在高电平,所以RS触发器不詡转。在SW2的正昧冲期间,光电管FC4发 出检测信号。
在有玻璃纸时,FC4的負脉冲信号(比SWZ正脉冲窄}送至J2的复位端,使J2翻转为低, 保证J1的3脚始终为高。R—S触发器不翻转,T2截止.继电器RF不得电,CP—1正常工作.
3)无玻璃纸时
在无玻璃纸时,FC4伍脉冲不再发出,J2无复位信号仍维持高电平.直至SW2正脉冲的 后沿、J1的1脚变高.3肢变低,J1的4脚被嵌位在低电平.R—S触发器翻转,5脚为高,继电 器RF得电,CF—1停机。此时J1的13脚为低,锁,定RS触发器.
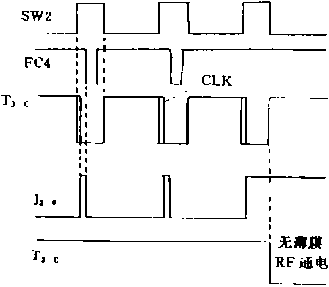
上述几种情况可用图2的时序关系来描述,
从以上分析可以看出电路调试对时序要求十分严格,FC4信号必需要T1基极为正期间 发出,而且脉冲宽度窄于SW2正脉冲宽度,而J2的CLK也必须落在这个时刻内,在设备条件 较差的情况,要测出各信号的相互时序关系,实现电路维修或用其他型号电路作出替代设计难 度较大.笔者经实验可用十分简单的逻辑代替上述电路.
2.2控制逻辑的简化
从功能上看,我们需要的波形是T2集电极输 出,即只需要2种状态。在有玻璃纸时,TZ截止.RF 不通电.无玻瑞纸时,T2导通RF通电。理论上分 析.在有玻璃纸时,并不需要定时发生的FC4脉冲, 只要在SW2信号下FC4有两种状态以对应T2集 电极的2种状态即可实现,无须考虑其他部分的波 形,这种状态转换关系和用图3的时序逻辑来表示。
 |
|
用图4的简单附加电路即可实现图3的时序. CP—1经复位后f J2—Q 出低电平.将J1的3脚 锁定于高,T2截止,RF不得电,CP—1启动.在有 玻璃纸时,FC4的负睐冲经R、C滤波为直流,故而 图4T集电极恒输出高电平,即J2的复位端锁定于低电平,所以RF状态不变,当无玻璃纸时,
FC4变低,T集电极向J2夏位端输出高电平.从而当SW2的下降沿来到时,RS触发器翻转,
RF通电吸合,使CP—1停机。由于图3逻辑对各眛冲时序要求十分宽松,所以维护和调试十
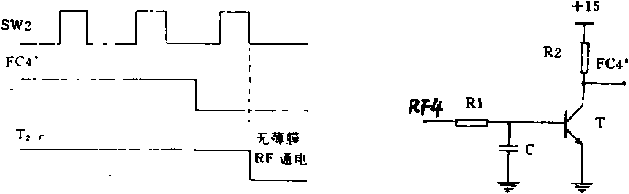 |
分简单,不需要特殊仪器即可实现。在SASIB电路上增加图4部分电路亦不难做到,可在原印 制板上增加图4部分电路即可实现,特别是当用户想用4000系列电路替代SIMENS电路重 新设计CCN板时,不须为了严格时序的要求而费时费力设计和调整。
本电路经若干烟厂试验,简化后的电路运行可靠性大为增加。此时FC4的负脉冲宽度和 间隔不再起任何作用,电路只关心FC4的存在与否。
采用图4电路后,当状态从正常工作转向无玻璃纸停机时,可能会比原来逻辑产生的动作 增加一段延迟时间,但由于SW2脉冲间隔很小,仅需壹秒,所以对实际生产毫无影响°
本文源于网络转载,如有侵权,请联系删除
 ×
×



