

来源:网络转载更新时间:2020-07-14 15:30:03点击次数:4949次
八十年代以来,我国烟草工业连续引进 了一系列国外先进设备和技术,大大地提高 了卷烟生产的质量和产量。本文就以从意大 利某公司引入的三套卷烟包装统为例, 分析卷烟包装机的改进这三套包装线为, 3000型卷烟包装线,60年代水平,包装速度 可达3000支/min 16000型卷烟包装线,80 年代水平,包装速度可达6000支/min;9000 型卷烟包装统,9。年代水平,包装速度可达 9000支/min。它们的主机分别为3000型卷 烟包装机、6000型卷烟包装机、9000型卷烟 包装机,分别简称为"300。型”、“6000型”、 “9000型七希望通过本文分析,能有助于全 国烟草行业同仁消化吸收国外先进技术,并 望机电行业的同仁们能从中得益,以利于我 国机械工业水平的进一歩提高。 >
1传动链
卷烟包装机的传动系统由*3000型”的 单一传动链改进为“6000型”的数个传动链, 到“9000型”的20多个传动鮭(采用20多个 电动机),从而使传动系统大为简化。
传动系统的动力从使用普通电动机到同 步电动机。传动系统之间的同步关系由机械 调节改进为电气调节与机电结合调节。这样, 不仅机构简化,而且调速方便,同歩关系准 确、
另外,6000型卷烟包装线的条包包装机 与9000型卷烟包装线的一系列供纸系统均 设置了步进电动机,替代以往常用的间歌机 构,消除了间歇机构噪声大、磨损快、定位不 准、维修不便等缺点。
2电动机的调速与制动
2. 1、调速
现代卷烟包装机应用变频调速电动机, 实行电力调速及机电结合调速,
应用电力无级调速较机械调速优越。电 力调速可灵活选择最佳工作状态,简化机械 结构。在电力无级调速中,直流电动机有良好 的起动与制动特性.并能在较宽的范围内平 滑地调速,但是,直流电动机体积大,工作时 换向器产生火花,噪音大,维护工作较复杂, 而交流变频调速应用现代电子技术后,结枸 简单,重量轻,惯性小,坚固耐用,控制精度 高,动态响应好,不需要换向器,电源利用率 高。
变頻调速的原理可从三相异步电动机的 转速计算公式来分析。该公式为
n= —(1-s)
P
式中
n—电动机的转速; f一电源频率;
P—电动机极对数.
s一转差率。
除了采用变频调速电动机外,现代卷烟 包装机还普遍应用无级变速带装置,如6000 型卷烟包装机的主电机与封签电机均为变频 调速电动机,电动机的输出端各连接有无级 变速装置,实现机电结合无级调速口
2. 2、制动
6000型卷烟包装机采用变频调速电动 机进行调速■同时,在电动机的非输出端附加 有直流电磁铁制动装置。这既发挥了交流变 频调速的优点,又吸纳了直流无级调速快速 制动的特点。这种装置的缺点是制动装置与 电动机连在一体,制动部分磨损后,电动机需 整个卸下,以致维修不便。
9000型卷烟包装机配置了气动制动装 置,使制动装置与电动机分离“见图1,在制 动盘3两边设置有气动制动块4、5,制动块 由彈簧1控制,而弾簧1由气动活塞8驱动。 在压缩空气作用下,气动制动块4,5脱离制 动盘.3;压缩空气不通时,弾贅力使制动块立 即靠案制动盘,实行快速制动。
3凸轮机构
凸轮机构从动件运动规律可以任意选 择,从动件间歇运动要求也可按工作要求拟 定,动作准确可靠,因而广泛应用于卷烟包裝 机中。但是,长期以来,凸轮机构从动件的回 程运动均有缺点,。例如,一般盘状凸轮从动件 的冋程靠彌簧;6,从动件与凸轮接触处比压 较大,容易磨损。而槽凸轮机构在从动件滚子 与凸轮凹槽之间必须有间隙,运动中就有噪 声与误差。
9000型等90年代的卷烟包装机广泛选 用了共粧凸轮机构,见图2、图3。共辆凸轮机 枸中,同一凸轮轴上装有两片凸轮,分别控制 从动件往返两个行程,以保持凸轮与从动件 之间的封闭。当一片凸轮推动从动件时,另一• 片凸轮相应地抵住从动件,起限位作用.两片 凸抡连续地交替驱使从动件执行所需的运动 规律。共相凸轮机构既不用槽实现形封闭,也 不需弹簧进行力封闭,不但能提高运动精度, 减小冲击,而且可改善机构中的受力条件。此 外,从动件与凸轮接触处用偏心滾子,见图 3,调节偏心距,可使两个鞭子分别压紧在各 自的凸轮上,达到无间隙或间隙极小。这样, 即使敢度较大,也仍能保持传动平稳,凸轮的 体积可以减小。
4带状供纸
6000型卷烟包装机中,铝精纸带状供给 装置有两个卷筒架,可同时装两盘铝笛纸.当 -盘铝精纸用完时,另一盘铝箔纸能自动拼 接上去,不需要停机装纸筒,提高了包装速 度。另一方面,该装置设有自动制动机构,使 供纸状态均匀,不致因停机时的惯性而造成 纸带松驰,提高了包装质量,但是,该机的商 标纸与封签纸供给仍与3000型卷烟包装机 一样,为纸叠状供给。
9000型卷烟包装机中,商标纸、封签纸 与铝徳纸全部釆用带状供给。带状供纸的优 越性之一是操作人员不必经常为纸库添纸, 减轻了劳动强度,提高了自动化程度。优越性 之二是克服了原来纸叠供纸易引起供纸不良 而停机的缺点.
对于耗用较快的铝箝纸与商标纸,900。 型卷烟包装机带状供纸系统中的均设有自动 续接装置和自动制动装置•该机克服了“6000 型"的缺点,发扬了 “6000型”的优点。
 |
(b)
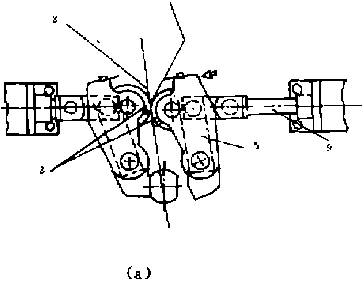
图4宜动卷接裝置示意图
1—右側幅箝纸带2—左側帽箝卷帯端头
3—拼接檬胶推4—齿形盘5—摆杆
6—接近开美7—导戢服8—北电管 4-活塞
图4为6000型卷烟包装机中铝精纸供 给官动拼接裝置.特左侧备用的铝精纸带端 头2粘上双面胶纸,如位于拼援橡胶辐3处, 见图00。在右侧卷筒使用时,导纸辗7上的 齿形盘4转动,虬图(b),拨动接近开关釘使 光电管6检测到铝10纸.当右側卷带用完时, 光电管6发出信号,通过电脑控制中心.使自 动拼接装置右侧气缸活塞9动作,见图(a), 推动摆杆5,接上另一盘铝箱纸带,机动、电 动、气动相结合,实现自动化生产’
9000型卷烟包装机采用自动续接装置。 它比6000型卷烟包装机的自动拼接装备更 先进。其区别在于自动续接装置的备用卷纸 端头不需要双面胶纸,两个卷筒盘对应有两 套输送线,直至切刀口.在机器自动检测过程 中,当发现一套纸带输送不妥时,该线路立即 自动停止输送,并发信号给操作者,而另一套 则立即自动输送,继续供纸,丝毫不影响包装 速度•
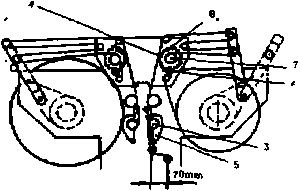
停机时,要克服铝箔纸卷筒的惯性转动. 以免纸带松驰,影响开机时的包装质量,因 此,须设制动装置.制动机构如图5所示°开 机时,铝箔纸带11由拉纸机构按箭头方向向
图5铝指纸卷胃制动机构示意图
1-梢2一插杆3一螺母4一支軸
5—攜肝6—拉簧7—铝箔纸卷筒
8 —割动带9 一制动环10—挡块11 一铝箱纸带 下拉牵,由于拉簧6的作用,制动带8在开始 时紧裹着制动环9,铝箔纸不能马上被拉下。 当牵引力矩大于拉簧6的拉力矩时,揺杆2 从位置A拉到位置B,制动带8从制动环9 松开,铝箔纸筒7转动,铝箝纸带11被拉下. 停机时,相箔纸带所受牵引力减小,摇杆2被 拉簧6拉回位置A,制动带紧裹制动环,铝箔 纸卷筒7立即停止转动。偏心销1与档块10 可分别调节,以控制摇杆2的左、右极限位 置。摇杆5与支轴3釆用拉销锁紧方式连接。 两摇杆2与5的相对位置可通过螺母3调 节,用以调节拉簧的拉力。
5光电检测
现代卷烟包装机上广泛应用了光电检 测。光电检测分为直射式与反射式两类。现以 6000型卷烟包装机上两例子来说明光电检 测的工作原理。
5、1铝殖纸跑偏检测
图6铝君纸函傭检测
1、2—光导纤维传感器3 一铝笹纸
它釆用反射式光电检测在铝箔纸进给 通道中,沿铝箔纸正常进给的左,右边缘各设 置一只同轴反射式光导纤维传感器,见图6, 若铝箔纸位置正确,则这两只光电检测器发 射的光束均能经铝箔纸反射而自我接收;反 之,若铝箔纸输送偏了,则总有一边光束未能 得到铝箔纸的反射,而使相应的光导纤维传 感器发出信号,经检测电路,由电脑控制中心 指挥机器停止运转,并使对应的信号灯亮,通 知操作者进行调整。
5、2烟包顶部封签情况检测
它釆用直射式光电检测。烟包立式通过 第二输送通道,在检测封签情况部位,包顶一 边是光电检测的发射端,另一边为接收端•见 图7«压缩空气经喷嘴1吹烟包7顶部,使未 签的烟包顶部铝箔纸翘起,遮住发射端P5发
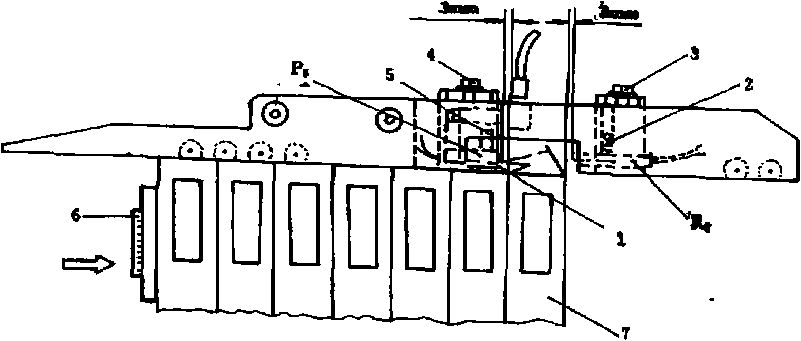
岀的光束,使接收端R5接收不到光束而发 岀信号,封好封经检测电路,由控制——检测 电器柜指挥相应的副除推杆动作,副除不合 格烟包°
.6推烟支装置
将烟支从烟库中推岀来进行包装的方法 在不断改进,3000型卷烟包装机一次仅推岀 一包烟的烟支,而6000型卷烟包装机一次推 岀三包烟的烟支。显然,“600。型”提髙了包 装速度。但是,“6000型”与“300。型”一样,均 是将三层烟支一齐推到压缩转轮的模盒内进 行推平与检测,在此过程中,烟支有损伤。此 外.俭测到烟支缺损时,仍送到成形转轮的模 盒中去包装,包了铝箝纸与商标纸再予剔除, 浪闘了包装纸,900。型卷烟包装机设置了链 条模盒,烟支在料斗经3组通道往下送;搅动 器防止烟支在通道口堵塞;3个推杆由共辄 凸轮机构駆动,将烟支一层层地(7支一6支 一7支)推到链条模盒中。由于分层推烟支. 加上烟支落差设计合理,因而烟支在推送过 程屮相当平齐,无损坏。当光电检测器检测到 有缺损烟支时,就在进入成形转轮包装之前, 将其剔除,从而节省了大量包装纸。
7润 滑
润滑由早期卷烟包装机的手工滴油改进 为“6000型”的油浴润滑,又发:展到“9000型。 的喷淋润滑°手工润滑由于润滑条件不佳,只 能用于低速。油浴润滑虽然使构件得到了充 足的润滑,但在构件转速大时,搅油阻力大, 易发热°喷淋润滑不仅使机械传动部件润滑 良好,而且不致于因润滑导致阻力与发热,便 于提髙机械传动速度.
综上所述,卷烟包装机巳由现代的电脑 控制的先进设备更新了 20年前一直使用的 三十年代水平的老式装备,在更新过程中,有 一系列改进.进一步消化吸收引进设备与技 术,将有助于我国包机水平的进一步提高°\
本文源于网络转载,如有侵权,请联系删除
 ×
×



