

来源:网络转载更新时间:2020-07-14 14:55:42点击次数:4430次
SYB-B型数控中药丸总体方案设计
要实现自动成型蜡壳包装药丸,必须包話四个系统:制蜡带、造蜡壳、自动送药丸及自行封装,该项 技术方案包括原料蜡输送、制蜡带打蜡壳、药丸辅 送、药丸表面空气灭菌、封合包丸、成品检验、输送机 外及剰余蜡料回收等部分.为了便于调试及维护将 整机分为.机械和电控'二大部分进行设计.其原理框图见图L
数控中药丸包装机是一项高技术产品,因而要求电控系毓可靠性和自动化程度高,操作简便;易于 维修。电控系筑的主要要求:
a.能够对各温度值进行测量、显示、并能根据设
三、SYB-B型数控中药丸包装机工作原理
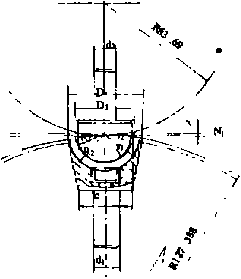
SYB-B型机的结枸原理图见图2.原理是:电机 ⑴通过减速机⑵.链轮(3)传动链(4),链轮⑴将 动力传到挤出机蠟杆(6廿由料斗(7)喂人的颗粒蜡 料被蠟杆挤出经模口⑼、制成蜡带(10),蜡带由互相 啮合的凸模(11),与凹模(12)制成半球形蜡壳,药丸 分布器(13)中的药丸经分丸盘(14)、漏管(15),经天 菌装置(1可进入半球形蜡壳中,在对称分布的一对 凹模(12).相交接触的部位,两个含药丸的半球形蜡 壳被挤压合成蜡丸(17),同时切此蜡带使蜡丸垂落 到输送带(18)上,蜡丸(17)经风速装置(20),将未包 入药丸的空壳剔除.
剔除蜡壳送药丸压合等工序的传动系统是由选 进电机(21),链传动系统(22)、(23)与齿轮系统 (24), (25)构成的加热器(26)、(27)及传感器(28)、 (29)及歩进电机(21)是由微机(30)控制的,直机中 编人工艺工作要求的程序软件.因此,该机设置于 手动控制系统及有自动控制程序操纵系统.

我们研制的SYB-B型数控中药丸包装机,在 总结前人经验与教训的基础上利用两年多时间研制 成功一台合乎卫生要求、自动化程度较高,效率成倍提高的机电一体化SYB-B型数控中药丸包装机.
首先依据塑料挤出机蠟杆输送物料原理设计并 研制成功,输送蜡料的非标蠟杆;
其次,根据塑料挤出模具的理论,设计并试制成 供蜡带口模模具;并且一个模具内的二条蜡带.通过 微调达到出蜡带等速前进.
该型机所用紫外灭菌灯管采用82年由北京电 光源研究所研制无臭氧灭菌灯,对机内空气讲行连 续灭菌处理.对关键技术攻关解决,
四、蜡売成型原理
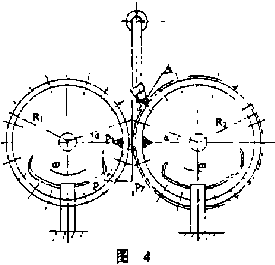
上凸模轮与下凹模轮匀速相对浪动.蜡带在两 滾轮间通过,蜡带经滚压进入凹模型腔形成半球形 蜡壳,并随同凹模轮顺时针转动,两凹模轮以3角 速度匀速相对浪压:R,=R2,当毎对蜡壳随凹模轮转 位3角时,药丸A开始定时进入蜡壳内,如图4所 示.再经a角时受P*P,两个浪压力作用蜡壳将药丸 紧密地封装.封装的牢固与靖的粘度有关,蜡料的 粘度指示应符合相应的技术要求.
如图5所示,蜡带在笹压过程中机头箱始终恒 温在34 ~ 36C条件下,才能使制靖壳韓定进行. 尽管物料的变形主要是长度方向上的延伸,恒随着 厚度的减少其宽度也有一定的増加,在达到cd截面 后,宽度便不再増加.在这个区域内,物料的运动速 度低于浪压轮的线速度.这种现象叫做物料对压幅 的超前,或为短前区.对于靖料来说超前系数可 取1.3左右,考虑到翘前系数的影响,浪压轮包装的 生产能力计算应以下式表示:
G=60v.h,b.r.p (I)
式中:c——生能力(千克/小时J; v——浪压轮线 速度(米,分),b——浪压半成品蜡带宽度(米); r——物料滾压后的重度(千克,米);h——滚压半成 品厚度(米);p一超前系数取(1.2 ~ 1.5).
P值应根据蜡壳规格小取小值,蜡壳规格大取大值.
包装药丸产量:
Pg=G,G ( 2)
式中:——蜡壳产量(米/小时):G——生产 能力(千克/小时);©— 毎个蜡壳重量〔千 克/个}.
SYB-B型数控中药丸包装机设计产量1500 丸/小时至3600丸/小时、经过试运行达到设计要求.
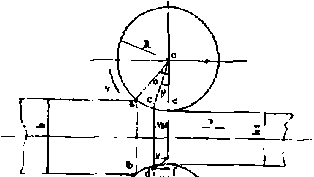
图5
五、控制系统设计与应用
控制原理框图略,电揑系维主投单元由8031 单片机构成,本系统采用了两片8031单片机,各负 其责并行工作.
单片机I是检测单元,它对七点温度值进行遂 回检测,蛆过多路转换开关,依次对各点待测温度进 行検測、并把测量值经过软件数字滤波、标度变换, 转变成o-ioot温度值,送到锁存器锁起来、开发 给8031 n 一个信号、通知8031 n以温度值.
8031 n是一个控制单元,它接收8031 I送来 的各点温度值,并通过缓冲器读取相应各点温度给 定值,二者比较后得岀一个差值、这个差值作为温度 揑制的依据.
在控温方式上,采用调动方式,即以十秒为一个 周期,控制在一个周期内中控硅导通的波关数,即达 到控温的目的,在-•个周期内导通的波头数,是由控 温调节算法的堵果决定’
揑温功率为:p = n/Np ( 3 )
式中:P —— 实际控温功率;P——可控硅全导 通时控温功率:N——百个周期波头数;n— 一个 周期导通波头数.
采用.调功-揑温方式的优点是电压波形为完整 的正弦波,没有波形畸变,不会产生,电网公害.、另 外实现控制比校简单、精度也校高,
为了保证系统在泼生故障时仍能工作,系统还 有一套手动控制装置.由转换开关切换.手动与自 动部分各有一套电源装置互相独立、因而、双方互不 干扰、不会因某种故障引起全机停止工作.
软件设计用汇编语言编写、变成二进制机器 码,写入程序存贮器.
在程序设计中釆用了模块的设计、把程序按功 能分块、如显示子程序,初始化子程序、56迅子程 序、温度测量子程序,波波子程序,标工变换子程 序、调节算法子程序及复位判断子程序等,由于程 序模块化、因而、程序可读性强.易于修改和査找故 障.编程简单.
六、结论及今后改进意见
该机于1994年12月通过省科委主持的科技成 果鉴定.填补国内空白,,属国内鎮先水平.
〈.采用机电一体化设计.使结构紧凑,机械零件 少成本低;制造周期短批it生产快.
d.电控系焼较先进,可实现设计的要求,由于釆 用计数器及徴型打印机便于生产管理.
'a.由于时间仓促非主要■件加工粗糙、局部结 构设计有待卒后完善.
本文源于网络转载,如有侵权,请联系删除
 ×
×



