

来源:网络转载更新时间:2020-07-10 14:53:16点击次数:5710次
随着包装机包装速度的提高,在采用纸张(或塑料薄膜)为包装材料的包装机中,传统的 平张型包装纸已逐渐被卷筒型包装纸所取代,因为它有利于提高包装速度,简化机器结构。
在使用卷筒包装纸时,如何控制包装纸图案位置,使之符合产品包装装潢的工艺要求・ 是设计包装机的关键技术*
我们是在研制实际的包装机的基础上.对包装机的图案定位进行了深入系统的理论硏 究.并将其运用于生产实际取得了明显效果•
二、造成包装纸图案偏离正确位置的原因
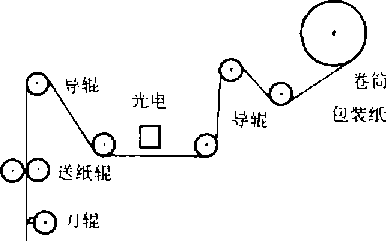
卷筒型包装纸上印有图案和供光电设备检测的色标,从包装纸输送简图(见图1,可以 看出,卷筒包装纸通过导辗、送纸辕及刀辗到达包装位置,刀辗旋转一周,切下一张包装纸。
该卷筒纸上每张包装纸长度为L,刀辗的速度为n,送纸辐的理想速度为队,浅纸跟的 标称直径为也。
若包装机开车前,卷筒纸的理论切纸线对准刀辗切刀位置,同时满足那么刀 辗每次切下的包装纸就与卷筒纸上理论切纸线一致•产品包装后图案位置完全推确。
而实际上送纸辗的速度很难满足上式,这一方面是由于机械加工的送纸辗的实际尺寸 和标称尺寸有公差,另一方面圆周率k为无限不循环小数,而实际计算时只能取有限位小
|
|
 |
数,因此刀辗切下的包装纸和理论切纸线之 间有偏差(.用S来表示},即使这种偏差很小, 例如S=0:lmm〈这对一般包装机来说,要求 已经很高了)。包装机的包装速度一般为 即0个/分左右,倘若没有补偿调节装置,即 在开环系统里.机器运行一分钟以后,刀辗切 下的包装纸与理论切纸线之间的偏差即达 20mm,此时,包装纸上的图案就会明显地偏 离产品的正确位置。当然,造成偏差的因素是
多方面的。例如包装纸的弹性变形产生脾性滑动,而弹性滑动又与送纸辗工作面与包装纸 弹性模数及摩擦系数有关.而且造成偏差的有些因素是随机的•
为了保证包装质量,满足包装工艺要求,必须建立自动定位的调节系统。
三、自动定位的补偿式调节系统
为了实现包装图案自动定位•就要求卷筒包装纸的输送速度完全适应刀辗速度•使刀辗 的刀切在卷筒包装纸理论的切纸线上,从系统参考输入特征来看,该系统属于随动系统E。
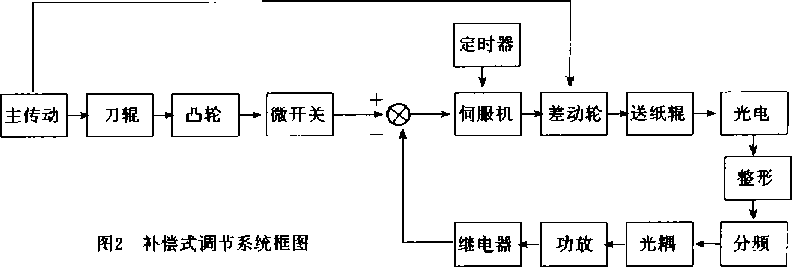
如果单纯从电的角度来满足该机包装纸图案自动定位的要求.电气线路是比校夏杂的, 这里采用机电相结合的补偿式调节系统,系统框图如图2所示,该系统结构简单实用,工作 稳定可靠口;机
其补偿调节原理简述如下:光电装置利用印在卷筒包装纸上的色标即可检测包装纸的 输送位置;与刀辗旋转同步的凸轮接触微动开关即反映了刀辗切纸动作的时间。二者均转换 为昧冲信号进行比较,比校后的信号决定伺服电机的旋转方向"伺服电机的运行时间由定时 器控制,可在一定范围内进行调节,以伺服电机的输出作为补偿量,它通过差动轮系与主传 动相合成,从而调节包装纸的运行速度,减少了刀辗切下的包装纸与理论切纸线的偏差,使 之偏差在允许的范围以内。
 |
四、系统的数学模型
为了计算分析的方便,根据补偿式调节系统的特点,对系统作必要的简化。其简化的系 统框图如图3所示.图4为补標机构的继电持性口
设L(t)为参考输入量,它表示刀辗工作时,要求输送包装纸的理想长度;反馈量为实际 的送纸长度L(t):K为卷筒包装纸的顺序号海(t)表示开环系统刀辗切下的包装纸长度与理 论包装纸长度的差值;F(t)为补偿量,它表示伺服电机工作对实际送筆长度的"卜偿量.差
五、自动定位系统误差计算机辅助分析
有了系统的数学模型,可以借助于计算机进行误差分析黑」,为了阅读的方便,有必要指 出程序“流程图”中各量的物理意义。
L:表示卷筒包装纸上每张包装纸长度(即理论包装纸长度)。
S:表示开环系统(即无补偿机构时),刀観切下的每张包装纸长度与理论包装纸长度的 差值•
A:为非线性元件继电器特性的死区值,表示了比较机构的不灵敏区。
B:为非线性元件继电器特性的饱和值,表示调节系统对每张包装纸给予的补偿量,
N:表示刀辗切下的K张包装
纸总长度。
W:表示闭环系统(即有补偿 机构时)刀相切下的第K张包装 纸实际切纸线与理论切纸线之间 的误差。
按照“流程图”(见图5)可以
编制出计算程序,由计算机得到的 计算结果,绘制出三组曲线,分别 如图6、图7、图8所示。
从图6可以看出:
2,补偿值B在一定范围变化 S+A>B>A,其定位误差的最大 值不变,即B值在一定范围里变 化不影响系统的调节精度。因此对 补偿机构补偿精度的要求不必很 高。
从图7可以看出:
1.包装纸图寒定位误差是周 期循环变化的,且改变A值,周期
不变。 图5计算定位误差流程图
在图8中,由于波形图中K值取得小,只能从图中看到定位误差的一个周期,从计算机 打印的计数结果来看,图案定位误差仍然是周期变化的。
另外可以从波形图中明显看岀,S越大.W越太,说明系统开环误差越大,闭环误差也相 应增大。
六、结论
为保证图案定位误差在允许的范围以内,应注意到以下几个方面:
1.尽可能减小系统的开环误差,例如减小传动误差,提高送纸辗的加工精度,因为送纸 辗的直径应尽可能满足n2 = n晟.同时要确保卷筒包装纸与送纸辗在运行过程中不产生滑动,尽可能减小引起V 定位误差的随机因素
本文源于网络转载,如有侵权,请联系删除
 ×
×



