来源:网络转载更新时间:2020-07-09 15:32:58点击次数:4294次
目前,罐装食品的真空包装已经有自动化程度极高的真空封罐机,而塑料及其复合膜包装的食品也可以在机上一次成型、充填、真空充气及封合。后者主要以进口机型为主。另外,有一种操作台式分批处理的包装机,它要求采用复合薄膜袋, 充填物品后,由操作工排列于真空室的热封装置上,再加盖实现自动抽真空充气封合。包装袋的尺寸可在真空室的范围内任意变更,每次处理的包装袋数也可变,而且对于固体、半流体及液体均适用。因其操作方便、灵活及实用,因而在食品生产厂家中得到广泛的应用。本文主要针对此类机型作详细阐述。
台式真空充气包装机的外形,按真空室数量主要分为双室型机和单室型机两种, 真空室由室座和室盖组成,双室型机又分为双盖型和单盖型两种。双室型机的两个真空室是轮番工作的,它们共用同一套真空设备和电器系统,由室盖的开合动作控制行程开关转换工作状态。
由于双室型机可以两室轮换工作,缩短等待时间,工作效率明显比单室机高。而且双室型机和单室型机一样,只需要一套真空设备和电器系统,因此双室型机的制造成本只比单室型机略高 一些。签于这些原因,双室型机的应用更为普遍。
目前应用得最多的真空充气包装机主要是用 于食品的小包装,其真空室容积一般为400x 450 x 100(mm)左右,因此较大的包装不太适用。笔者在普通机型的基础上,设计了 一种“大容 室真空包装机”,特别适用于大包装物品的真空封口,并应用于鲜猪肉的保鲜包装,可以采用 1000 X 700(g)的塑料薄膜袋套装半头鲜猪进行抽气封口。当然,对于大包装的米面制品或小包装的其它物品也适用,无论真空室的容积是大或小,其工作原理是一样的。主要由机身、真空室、室盖起落机构、真空系统和电控设备组成。
真空包装机的工作程序是由气路的转换而实现的°这一系列工序均在真空室内连续完成。其程序包括抽真空,充气、热合封口、冷却、放气。工作程序是由时间调控循环的,要求迅速协调,灵敏动作,但精度并不需要太高。
由于包装工序均在真空室内完成,对于一个密闭独立的室体要进行抽真空并不困难,只要把密闭的室体的气孔接头与真空系统相连即可实现。同样,充气和放气也很容易实现,只要由真空系统切换气路即可。然而,包装件不但要在真空 室内完成抽真空、充气工序,更重要的是在抽真空及充气后,在放气之前及时的进行热合封口,以保证完成包装后的物品处于密闭的真空或充气环境中。
由此可见,真空包装中的热合封口是一个关 键的动作。因为热合封口需要一个压合的过程, 所以在真空室内要设计一个专门的热合封口装置 来完成这一动作。在真空包装机中,这一装置被设计得很巧妙,无需机械传动,完全由气路控制实现压合动作。
热合封口装置包括两部分,分别为气囊室装置和热封部件。是一个单独的气囊室装置,此装置是专门为实现压合动作而设计的。它分上下两部分,即上室座1和下室座3,上下室座间由一张橡 胶膜片2密封分隔,其厚度为hnni左右,具有良好的弾性。膜片2与下室座3之间形成 了一个密闭的下气囊室。
它的板座4由绝缘材 料加工而成,一般选用厚度15nnn的电木板加 工c其上平直的绷紧一条热封片1,材料为 Cr20Ni80,厚度0.2mm左右,宽度一般为10mm,长度视机型而定,其两端用铜螺钉紧固,并作为电源输入端。热封条上覆盖着热封胶布2,其作用是防止热封条与塑料袋口热瘩粘连。热封布材料一般 是聚四氟乙烯膜或玻璃丝布。
热合封口装置的两部分需要相互配合才能实现压合热封动作。装配时,热封部件的凸形底部由气囊室上部嵌入,靠自重或弹簧力压住气囊膜片,被下室座承托。
气囊室的上部与真空室相通,热封部件2嵌 入气囊室内,两侧由气囊室上部槽隙定位,可上下运动。当包装袋装填物料后,放入真空室内,使其袋口平铺在热封部件2上,加盖后袋口处于热封 部件2和封合胶垫1之间。包装工作开始后分四个步骤。
怎)充气。经过抽真空后A、B封 闭,C气孔接通隋性气体瓶,充人气体。充气压强 以3000~ 6000Pa为宜,充气量多少以时间继电器 控制。经充气后,真空室内的真空度应在- 0.094 - -0.097MPa 之间.
(3) 热封合、冷却。A、C关闭,B 打开并接通大气。由于大气压和真空室内的压差 作用,使橡胶膜片3胀起,推动热封部件2向上运 动,把袋口压紧在封合胶垫1之下。在B通气的同 时,热封条通电发热,对袋口进行压合热封。热封 达到一定时间后,热封条断电自然冷却,而袋口继 续被压紧,稍冷后形成牢固的封口。
(4) 放气。C关闭,A、B同时接通 大气,使真空室充入空气,与外间获得气压平衡, 可以顺利打开室盖并取出包装件,完成真空充气 包装。
真空室由室盖1和 室座10盖合而成°在室盖I或室座10的周边镶 嵌有一条密封条8,用以密封接合的端面以防漏 气。室盖两边紧固有夹持槽2,分别夹持着一条封 合胶垫3,材料为软硅胶.端面尺寸一般为16 x 16mm左右。封合胶垫作用有二:其一,作为垫块 使压合热封紧密;其二,具有印字的功能。因为胶 垫的一面加工有一排若于个圆孔,可以嵌圆柱形 凸版字模胶粒,在压合热融封接时,能在袋口印下 生产日期或批号等。
室座10—般为整捧铸件,气泰室的上部与室 座连在一起,下室座12可用金属板加工,也可用 塑料模板,更易密封。热封部件9靠自重和气囊室 上部长孔槽定位,装置在真空室内。长孔槽与热 封部件的板座间间隙以1mm为宜,以保证热封部 件既能灵活的上下运动又不至于向两侧过度偏 摆。热封部件9和封合胶垫3的中心线应基本一 致,在合盖时两者间的间隙以5~8nnn为宜。间隙 过大则在压合时热封部件向上运动距离长,容易 出现偏差而影响封口质量;间隙过小则安装调整 困难。
真空室内还放置了一^垫板6,用以调整包 装件的位置,使其袋口能轻易的放在热封部件和 封合胶垫的间隙之间,其高度根据包装件的大小 而调整。在图中还有一个压条4,用以压平袋口, 起到定位以及保证封口质量的作用,是不可缺少 的。
在包装时,真空室的左右热封部件是同时工 作的,也就是两边可以同时完成真空封合包装。
整个系统由 真空泵、真空电磁阀、真空表、管路及真空室组件 构成。
普遍采用单级旋片式真 空泵,其优点是运转平稳、噪音低。泵的吸气口配
有自动隔离截止阀。当泵停止工作时,进气口通 过隔离阀自动与真空室隔离,防止泵油返入被抽 容器。
当启动真空泵时,通过三位三通电磁阀YVla 和YVlb选择A室或B室抽气,同时对室内气囊 會、亜或b、坛抽气。当真空室达到预定的最低压 强时,真空泵停转,系统转入充气程序,由二位二 通电磁阀YV2a和YV2b接通气瓶QP充气。充气 到一定程度后关闭气源,同时电磁阀YV3接通大 气,从而使气囊的、也或切、0因气压差而膨胀,启 动热封装置进行热封。热封结束后,快速充气阀 YV4a和YV4b动作,接通大气,取消真空,完成整 个包装程序。
采用380V主电 源,由变压器T,变压后向热封电阻Ra和Rb提供 24~36V电压。通过T?变压提供220V控制电源, 并提供6.3V给指示灯HL。
电路采用四个时间继电器冏、糾、KT)、冏 进行定时控制,实现包装程序的自动转换。控制 过程如下:
(1)合上真空室盖A(或B),通过联动机构使 限位开关Qa(或Qb)接通冲间继电器 踞 通电吸 合,选择A室工作,同时接触器KM,通电使真空 泵启动,而冏通电延时控制真空泵抽气时间。当 真空室达到所需真空度时,KTi常闭縫点断开,泵 停止工作,转入下道工序。
(2) 由SA.开关可进行充气选择,当开关处于 充气位置时,由于KT】常开触点闭合,使Kli通电 控制,同时充气电磁阀YV2a通电打开,使气瓶情 性气体充人真空室,当达到所需气量时,必动 作,其常闭触点断开,使YV2a电磁阀关闭,继续 转向下一工序。
(3) 充气后,KT?常开触头闭合,使K%通电延 时,同时施接触器吸合使g和R冊通电发热, 而电磁阀YV3通电打开使气囊通入大气上顶热 封条进行热封合动作。达到一定的封合时间时, KW动作,使KM触头断开停止加热,同时纳通 电延时,使热封口在压合状态拎却。
(4) 当KR延时结束,其常开触头闭合|使 YV4a接通大气,取消真空,完成整个工作循环。
由于真空充气包装机是按时间调控进行程序 转换的,因此计算其抽真空及放气等时间是非常 必要的,这关系到机器设计的工作效率,以下分述 之。
7.1生产能力的计算
真空充气包装是由一连串工序通过时间调控 而实现的,其效率受到各工序时间的影响,其单位 时间工作循环计算公式如下:
T = 60/ (ij + tz+ta+U+fc)
式中T—工作循环(1/min)
h一抽真空时间信)
G—充气时间($)・按需要一般取1~ Itfec
k—热封时间(s), 一般取1 ~ 3s0
U—放气时间($)
&—辅助时间(s)
7.2抽真空时间的计算
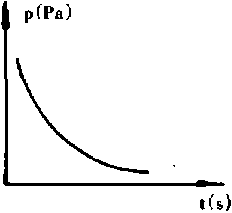
真空包装机采用的旋片式真空泵是属于容积式泵,工作中需要对一定容积的真空室进行抽 气。其抽气时间可通过下式计算(推导从略):
h = K我嶂)(s) 式中 S-真空泵抽气速率(L/s)
V-■真空室容积(L)
P-抽真空达到的最低压强(Pa)
K-修正系数,考虑真空系统泄漏而引入, 可通过容税法泌定。
|
|
由式可见,理想状态抽气时间与其空度按指. 数规律变化,其变化曲线如图8所示。
7.3真空放气时间的计算
放气实际是一种气体扩散现象,放气所需时 间与扩散管道的截面积成反比,与其空室容积成 正比,即:
t4 -虹$ (S )
式中 V-真空室容积(L)
d—管道宜径(mm)
K一扩散系数,与管长和温度有关,可通过 分子运动论的气态扩散微分方程求得C
8 DZ800/2S大容室真空包装机
性能参数
其空室尺寸(Lx WxH)
1200 x 850 x 150(mm)
极限真空度 -0.09MPa
热封条尺寸(LxW) 800 x 10(mm)
热封条总数 4条
包装能力 3工作循环/min
泵电机功率 1.5kW
热封功率 0.8kW
抽气速率 15L/s
电源 AC380 50Hz
此机适用于大型包装物品的真空封口,以及 大量小包装进行同时的真空包装处理,适应性很 广。
本文源于网络转载,如有侵权,请联系删除
 ×
×