来源:网络转载更新时间:2020-07-09 15:25:32点击次数:4799次
1引言
随着商品经济的发展、消费水平的提高和现代军事的需要,产品包装已成为生产的一个重要环节。如果没有科学的包装•就谈不上商品的生产与销售。包装机械是为有关行业提供必要的技术装备•以完成所要求的产品包装过程。实际上•包装机械已成为现代包装工业的一 个重要支柱。在发展包装机械科学技术的过程中.应十分重视包装机械制造工艺技术的研究。 然而•在包装机械制造过程中.残余应力是一个十分重要、不可忽视的因素。残余应力会影响到包装机械精度的稳定性和使用寿命等。
零件制造过程中•表面层组织发生形状变化或组织变化时•在表面层及其基体材料的交界处就会产生互相平衡的弹性应力.这种应力即表面层的残余应力。这种或大或小、或拉或压的残余应力虽然只产生在很薄的表面层中但却对产品的使用性能影响极大。长期的实践证明.在包装机械制造过程中.构件内部都会产生 残余应力.构件内部不产生残余应力的情况是很少的。残余应力会影响包装机械零件的使用性能(零件的强度、硬度、抗腐蚀性、疲劳强度 等).从而进一步影响包装机械产品的使用性能和使用寿命。所以.在制造包装机械或零件时. 对于所使用的材料来说•要保证充分发挥其理论与实验的强度和抗腐蚀性.就不仅要具备适当的和有效的设计方面、工艺方面知识.而且还要考虑与残余应力有关的问题。
2应力腐蚀开裂的一般特征
当材料处于静应力的作用下•同时又处于 与腐蚀性介质相接触的状态时,这种条件往往 使用材料经过一定时间后•就发生裂纹.并扩展到整个断面而破坏。这就是所谓的应力腐蚀开裂。这种开裂是在几个特定条件下引起的•它的特征是:
(1) 拉应力和腐蚀必须共存.缺少任何一 方.裂纹或者不发生•或者不扩展;
(2) 由于材料成分和组织的不同,对开裂的敏感性也就不同;
(3) 特定的腐蚀介质可使裂纹更易于发 生。
因此在一般的环境下并不出现这种情况。 在应力腐蚀开裂中.腐蚀常常是局部的和有选 择的•开裂发生的原因多半是所谓的点蚀。而裂 纹的扩展主要是沿着最大主应力垂直的方向进 行.在微观上是沿着材料的晶界或穿过晶粒进 行。
3应力腐蚀开裂的必要条件
因为拉应力和腐蚀共存是应力腐蚀开裂的 必要条件.因此在这里就应把残余应力的影响考虑进去。若从残余应力的发生过程来看.虽可分为热处理、冷加工或焊接等各种残余应力,但在涉及到应力腐蚀开裂的情况下.从机能上可把残余应力当作作用应力,暂且看成与外应力的作用相同。因此便可这样认为:残余应力作为作用应力与其产生过程无关•只是它的应力值和分布状况才是重要的
4残余应力对应力腐蚀开裂的影响
在应力作用下的应力腐蚀开裂实验如图1所示‘气它是把没有残余应力的工业纯铁及其它钢材的试样在硝酸盐溶液中进行拉伸.拉应力与达到破坏的时间(寿命)的关系。图中横坐标是应力.纵坐标是寿命•并都是以对数坐标加以表示其关系的。其应力条件是在屈服应力上下的塑性区和弹性区域施加拉应力的。应力低吋寿,V •而各种材料的关系曲线大致是平行
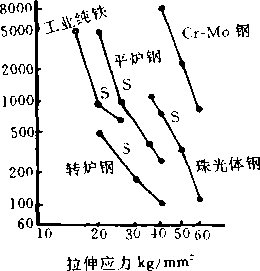
图1拉应腐蚀开裂的影响
腐蚀介质——硝酸盐 试样——钢s——屈服应力 其破坏的时间.一般取决于裂纹的发生及其扩展的快慢。拉应力作用下的裂纹扩展速度 的问题,在应力腐蚀开裂中是很重要的。目前对此有两种看法。其一是所谓的“一阶段假说”.即腐蚀的全过程中都将因应力而被加速.因在微小凹痕外的应力集中形成了局部电池.从而促 进了腐蚀。而所谓的.'二阶段假说”,认为腐蚀和裂纹尖端处的应力集中所引起的小范围脆性破坏是交替发生的.从而促使裂纹向前扩展。后者的情况可认为是裂纹本身机械业向前扩展.而腐蚀则助长了应力集屮。目前后者的说法得到多数人的支持。
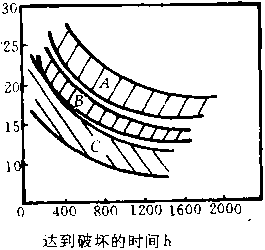
图2听示为具有实际残余应力的试样的实验⑶.它是将铝合金试样进行各种处理,使之具有残余应力.再叠加上外部作用应力来进行应力腐蚀实验的结果。A是拉拔后再经切削加工的试样,B是拉拔后再进行温水淬火的试样是在拉拔后的表面上面再进行加工使其产生拉伸残余应力的试样.A、B试样表面的残余应力为压应力或者是零;C试样则是明显的拉应力。 这种残余应力之差所造成的影响.在该应力腐蚀开裂实验中,表现得很明显C
|
|
作用应力——一外加载荷所造成的弯曲应力
腐蚀介质 0. 5mol氯化钠十0. (>(i25niol /L碳酸钠
A ——表面残余应力 一。.3〜+(). 3吨/英寸2
B------ 表面残余应力 一1.5〜一().5吨/英寸2
C——表面残余应力 +9〜冬(}. 5吨/英寸£ 注:1■平方英寸=645. 16mm2
作用应力的状态或残余应力状态,无论哪种对裂纹的扩展产生很大的影响。在此进而把应力分为残余应力和作用应力,再对其影响做详尽地探讨。如果应力状态是残余应力.则它在断面内常常是自身保持平衡。而若是外部应力时•断面内的应力是对外力保持平衡。现在来探讨一下裂纹扩展时的状态。残余应力在那种状态下其分布不会发生多大的变化.但一有外应力作用,就可看到很大的变化。这就是它对裂纹扩展的影响。图3即为这种状态的示例。图(a) 是仅有残余应力的情况。这时正在扩展着的裂纹当其尖端处的拉应力为屈服应力的30%左右时•裂纹就停止扩展。图(b)是有外应力的情况•裂纹尖端处在外部拉应力的作用下.将因缺口效应而常常产生很大的应力。这时裂纹的深度愈大•裂纹尖端的应力就愈大.因此裂纹的扩 展也沖,电加速对于裂纹扩展来说•作用应力的种类.也就是它的分布是非常重要的。图4即为这种关系 的示例,它是把铝合金经过各种塑性拉伸、然后 从外部施加拉应力或弯曲应力来研究其应力腐 蚀开裂的结果。承受弯曲应力状态的试样.裂纹在其内部扩展时.其裂纹尖端处的应力集中程度比均匀拉伸状态试样要小。因此这时对应力腐蚀"'‘是不敏感用.实际情况几乎都是在有残余应力的状态下.再加上外应力的情况-这时的残余应力还冇另外的重要意义。这就是残余应力有符号、大 小、分布的区别.当其与外应力叠加时.有可能成为适宜于应力腐蚀开裂的状态,也可能是相反的状态,就残余应力的效用而言.如果与腐蚀 介成和接触的部位.在的是压缩残余应力.对应力腐蚀开裂的防止是有效的。
5防止应力腐蚀开裂的措施
在实际上作为防止应方腐蚀开裂的现场措施•值得推荐的办法是去而压延、喷丸、或敏化 等.因为它可使表面产生压缩残余应力,特别是喷丸处理。喷丸这种方法是利用大量快速逐动的球丸打击已加工完毕的零件表面•使表血产生:硬层和表面残余压应力。这时古层金屈的结晶颗粒的形状和方向也得到改变.从而有利于抵抗塑性变形和破坏。
所Hj的珠丸是毎铁的或者是切成短段的钢丝,其尺寸 为0. .| -2mm.对小零件或表而粗小度要求较 高的零件叩较细小的珠丸顼佚珠1UIJA T变 小较快•不一定合适.一般情况下宜J fj钢珠丸: 当零件是铝制品时.为了避免喷丸加工后在去面残留铁质微粒而引起电解腐蚀.应便用铝丸或玻璃丸。最常用的设备是压缩空气喷丸装H 和机械离心式喷丸装置.这些装置使珠丸疏以 约35〜50m厶的速度喷出。对于在腐蚀性介质环境中工作的零(T-.特 别是淬过火而在腐蚀性环境中工作的零件来 说.喷丸加工的效果就更为显著如表所示。
6主要结论
表面层的应力状态对零件的耐腐蚀性影响很大O若零件表而层存在残余压应力.则有助于表而层微小裂纹的封闭.阻碍腐蚀作用的扩展. 可降低表面层对应力腐蚀作用的敝感性.从而提高了表面的抗腐蚀能力:当零件表面层是残余拉成力时•有利于腐蚀作用的并展.从而降低了表面的抗腐蚀能力.影响到包装机械的使用寿命。
本文源于网络转载,如有侵权,请联系删除
 ×
×