

来源:网络转载更新时间:2020-07-09 14:39:16点击次数:3332次
为了解除工人的强体力劳动.鞍钢中型厂从意大利引进1套全自动落垛包装机,它的成功运行.不仅改喪了人工包装强度大、容易受伤的现状.而且大大提高了包装质量,为产品打开国内外市场,创造了有利条件.但是•设备的控制比较复杂•大量应用了计算机、 PLC变颇和液压技术.任何一环节搞不清整,整套设备都无法正常运行.这里就它的自动分组作一下分析 介绍,
1 工艺过程简述
中型厂产品粮奔,有各型号工字钢、角钢.槽钢、 轮欄、轻執、槽板钢、球扁、军扁等等,这些产品通过 辗道送入包装机・由分组磴头根据PC设定的效据进 行分组,每组1〜4根不等.毎组产品再由提升板、旋 犢磴头、旋转臂、可•动AT梁落成一捆,然后由输出程道 將成捆产品送至打捆机打掴.最后送至成品库。
正确地进行分组.是整个系统的关憶,分坦磴头的 升降和前进后退均为被压控制.分组融头的升降前进、 后退均为液压控制'分组磴头设定的数据走到固定位 量,当产品够一组时,它通磴上升,挡隹后面的产品, 使前面的一组钢材继续前进进行包装.
2控制系统的鈕成
分组磴头的揑制为三圾控制,如图1.
监控器的主要作用有3部分.一是设置数据.即操 作员根据实际产品的单重、长度、形状进行计算.得
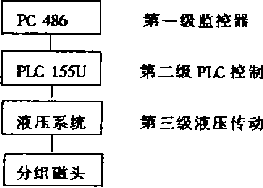
图1分组磁头的电控结构
出合适的散据WAPC.二是报警,设备的各部分出现 故障都通过PLC能通讯模板CP525送入PC并显视 出来,以提示维护人员进行处理。三是对液压泵启动.
PLC155U的主要作用是对现场设蒔的运行进行 控制,包括有输入输出棋板利智能模阪•,智能棋板有通 讯模版CP525和定位模板WF706.
液压系统就是起愕动作用.
监控器与PLC之间通过CP525通讯模块进行数 据交换.而分组破头的位置由码盘检3S.其数据是通过 定位板WF7O6来处理,并传到PLC的,如图2所示.
3 分鍋磁头的自动控制
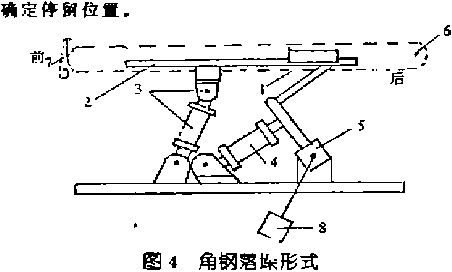
如图3所示,分组■头分前后移动和上下移动2个动作,前后移动是为了在分组雄头前方留有1组铜 材的位置。下降到蛙位让钢材往前运送,上升對高位挡 住后面的钢材.政头的上
下位置由接近开美检测,而前 后移动的位置由接在通軸的码盘来检测.
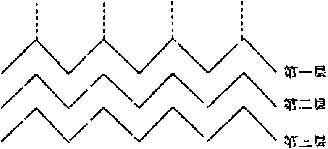
图3分电磁头
1-分组龍头I 2一分组魅头滑架\ 3—分组BS头(架)
升降机拘I 4一分组BS头爾后移动液压紅,
5—通轴I 6一运悄链I 7—分组挡卜,一玛盘
3. 1 分蛆磁头分由數据的瓚定
比如说12号植钢,其寛度为 120mm <若毎组4 根.那么,分组織头要把第5根槽钢钩住,则分组豪头 前端与分组挡的距离应在480 (120X4) mm和600 (120X5) mm之间* 一般定在540mm左右.这个数据 由码盘检SL码盘发出的是脉冲数据定位棋板,接收的 就是码盘的脉冲数据.
该厂用的吗盘是意大利进行分色绝对码盘,型号 AS113/GK-12-TLZ,它施转一周对应的数据为 样的,比如角钢,其落垛方式如图4所示,为了咬合, 正一层反一层落垛,从图中可看出,反着落的一层根数 比正落的少一根-这样分组建头每分完一组都要重新
操作人员根据公式2 048+ ILN+U2D X0. 85 确定毎一层的分组数据,然后将各组数据输入PC486. PC486通过通讯模& CP525送入PLC155U中央处理 器中的一个数据块中,比如数据块DB10, fi设忌共有 8层,那么DB10中数据字:
DW1.装着第1层分组数据「DW2:装着第2层 分组数据I DW3〈装着第3层分组数据,DW4,装着 第4层分组数据f DW5:装着第5层分组数据♦ DW6; 装着第6层分组数据,DW7:装着第7层分组数据; DWB;装着第8层分组数据.
当开始包第一层时.PLC中央处理器将DW1的 数据送入定位棋板WF706. WF706通过内部继电器 超动分组头前后移动液压缸的电磁阀,使分组磁头 开始移动.而接在分组破头通辅上的码盘将实际散据 随时送入 WF7O6.而WF706I®时将码盘实际散据送 入中央处理器,当码盘实际值达到DW1中标唯值时, WF706内部继电器切断电源,使分0. 45 MPa,介质为壳牌威达利M460油膜轴承油.2号 动压揭滑站为3号、4号轧机服升.淹量为6B1 t/min, 额定压力为0. 45 MPa,介质为壳牌威达利M32O油膜 勘承:油.靜压系境有4个,分别为各架轧机服务"
3. 2 试车嘉车程序
油膜轴承装机试车是在动、静压遮滑系统冲洗、调 试完成后話合轧机调试于1995年4月10 0~6月20 日进行的,基本程序是,(1)先在空栽和低载条件下, 进行动压系统试车,以检査确认劫压系统* (3)动压系 统确认后.跑合■一段时间,再投入静压系统.进行静一 动压系统联合试车,IB笈检査确认静压■统,这是试车 的重点。(3>先装it冶改造件试车、后装DAW件试 车.W 籠压压下投入、轧机和油膜轴带负荷试车,
在试车封程中,我们结合st机调试.对油膜轴承进 有了测试。由2号亂机油膜軸承测试记录首足,油膜轴 承的静、动压系统工作正常,符合静一动压油膜轴承基 本性能。
到1996年3月束,已轧出除板4万多t,我们对 典型产品的质■进行了者核检测.羨2是用3.8mmX 1 000 mm带铜虬成1.0 mm X1 000 mtn冷板质量检 骚记录,结果表明,产品质虽已达到并好于设计指标。
经过近1 a的试运转和负荷试车的考核.证明这 套轧机油膜軸承的改造是成功的,取得了溝意的效果. 达到了预期的目的.
几点建议;
(1)軾套上的高压油孔尽量鐵少和缩短盲孔*建议 设开制造时,使油孔走向合理,尽量就少和缩短盲孔, 加工和装配时,必须清洗于净.检査确认。
(2、合理确定锥套润滑禍孔位置和油槽与键槽间 的距离.在锥套内锥孔表面开设油槽,并通过油孔与外 圆相通.其作用是轴承在装机运行时,使锥孔部分表面 与动压油腔和承栽油膜相通,得到一定压力的润灣油, 时锥面海滑.便于拆卸.
勘承在运转时.锥套的梱滑孔总是有与承载油膜 相逢通的.这时,油積内的油压力则等于油孔对应点的 油膜压力,对于有副油植的锥套.这个压力不用太高, 在能溝足要求的条片下,尽量取小值.因此,在设计时 要绐予充分注蠢,合理选择锥奪油孔位置和油槽与键 槽的距离-此外,在维修和安装油膜袖承时一定要锁紧 确认.
(3)提高密封挡板啧陶密封面粗糙度等级.轧机的 DF密封在密封面的线速度如表3所列,最高达15.4 m/s,平均为9 m/s.为了提高密封胶圏的使用寿命和 牧果、噴陶密封面的租糙度等缀应尽量提高.现设计为
= 0. 8?实际测定Ra =0” 68 +希望在制造工艺上采取 措施,提高到Ro=0. 8.
衰2冷板质貴检验结果(1996-02-13)
|
检验项目 |
公差苑田 |
合 ft*/% |
||
|
合同规定 |
芙 測 |
|||
|
厚度公差 |
±20 pm |
次9a |
9% 5 |
|
|
W rir |
如速段 |
±19 r |
*5 |
99. 9 |
|
|
总定段 |
±13 I |
R5 |
9务5 |
|
|
||||
表3 DF密封在密封面的墳速度
|
U 机 |
1号 |
3号 |
3号 |
4号 |
|
密封面城速度 |
2- 5〜 |
3- 1~ |
4, 1~ |
5. 8- |
|
m/ s |
6. 6 |
8- 3 |
J1. 3 |
15-4 |
组头戲头停止移动,中央扯理器再下达 下一个工作指令.例如DW1中数据为2 156.码盘实 际值为2 0SO.当开始分组时.WF706内部继电器接通 分组破头向后移动的电磴阀.使其向后移动,同时码盘 跟蓍旋转,实际數据逐渐増大.当增大到2156时(一 般允许30误差)电磴阀断电.分组磴停止精动.
3.3 珍钗尴关自动控制
如图3所示.设备在自动运行状态时”分组磁头的 自动分组控制过程如下所述,<?>分组挡升起"2)分 组磁头下降、去破N3)分组磴头前后移动到指定位置; (4)运输链旋转,拖着产晶向前运行.整个自动过程运 輸链一直运行;(5) —组钢材满(由接近开关检测), (6)分组■头通■、上升、拘住并吸住破头上面的钢材, 使之不能随链于向前移动,(7)分组挡下降便分组磴头 前面的一组铜材I®蛙子前移被下道工序簿堤打jS , <8) 当这蛆爾材全部通过分组挡后.分组挡再次升起,棧着 重复上述过程。
4 结束语
从目前情况看一,中型厂的自动落操打掘机从暮操 到打捆全套引进的设备,其控制复杂,技术證度髙.但 是其精度很高,使用方便,可节約人力,时技术人 员利操作人员要求较高.
本文源于网络转载,如有侵权,请联系删除
 ×
×



