

来源:网络转载更新时间:2020-07-09 11:12:46点击次数:3347次
气动系统因其结构简单、价格低廉、以空气为介质,不污染环境等特点.特别适合用于食品包装、药品包装等包装机上,在其它包装机上的应用也越来越广泛,但空气介质的压缩性大、粘 度小等特点,使包装机的定位操作难以达到要求,而随着包装工业的发展,定位精度要求越来 越高,国外一些先进的包装机厂家,如美国兰斯顿等公司生产的瓦愣板生产线的横切机切纸精 度为士0.5 mm。因此迫切需要寻求一种廉价的、反应快又位置准确的气动控制系统.适应包装 机的现代化要求•本文主要介绍了 PCM控制原理、气动系统回路、实验装置以及単片机系统 的硬件系统。
1 PCM控制原理
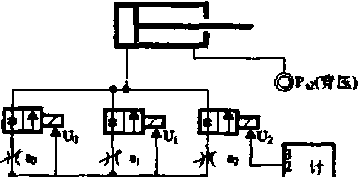 |
由图1可见,其控制回路由开关阀u°〜 U?组成PCM控制阀组,依靠控制3个开关阀的 开关组合来控制施量。节流阀开口面积凤、代、 “2为a“ > az : % = 1 * 2=4.当三个阀按不同组 含开启时.可得到8种不同流量.单片机根据控 制量的设定值和检测的控制实时值相比较.依 据设定的控制规律,计算发出一组二进制编码 控制PCM阀组的开启,得到不同的综合开口面 积,从而改变了控制阀的流量,使气缸能准确地 运动至目标位置。
PCM控制可采用升关时间较长的低性能阀,这样就为采用普通的通用阀进行位移控制幵 辟了一条途径.近年来•随着气动技术的发展,电磁换向阀在小型和低耗方面也取得了进展•为 PCM控制系统的发展提供了条件.
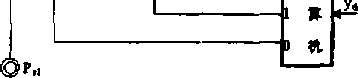
实验装置如图2所示.
 |
气缸1(行程200 mm)的活塞推动惯性负载2,活塞的位移由线性光栅位移传感器3(测量 范围。〜30。mm,精度工0, 01 mm)检测,经A/D转换器6(# 1/2)位精度)变为数字信号送入 单片机7.计算机根据指令位移信号头和实际位移信号),进行判断和运算,发岀输岀信号.经 输出接口板及功率放大器.控制U。〜U,的开闭。其中U“、Uj、U』、U3构成PCM阀组.阀的节流 口有效面积成等比级数,即控制开关阀出口节流的流量成等比级数关系.调节阀的节流流量
、“2、“3 分别为 0. 079 m'/h、。, 158 m'/h、。, 316 m*/h、O. 632 nrVh。对应于 0000 至 1111 共 16个二进制控制码,可以组合成16级流量及活塞速度。控制码c由单片机按照比例控制的原 则给出“的形成公
在实验中5取为4,为取为0. 1 mm*阀或、项作为换间阀用.气动系统采用岀口节流方 式,经排气节流后通往大气,运动平稳、可靠。
31硬件系统
控制系统原理图见图3所示。
EMLOM RAM
|
' '1 |
, on on x |
|||
|
|
地虹 |
&纹 |
> |
|
|
0031 |
、7T |
1 |
/\ |
/\ Z |
|
|
1 1 |
V |
|
X |
|
|
|
ft « |
|
-X |
|
CPU |
、nil |
U 0 |
U。' |
|
|
— |
|
|
示段口 |
检劉反憤接口 |
|
|
u |
|
|
fr |
|
|
|
|
|
位形传雄* |
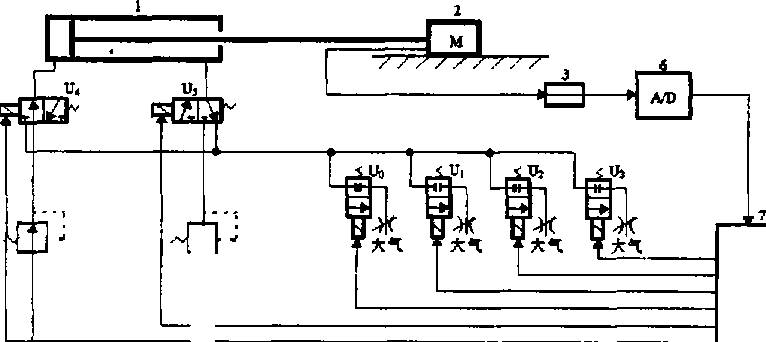
图3单片机控制系统原理图
本系统由五部分组成:存储嚴部分,键盘显示部分;反馈检测部分;功率驱动部分;控制核 心采用MCS-51系列单片机,8031芯片作控制嚴CPU (Central Processing Unit中心处理单 元)。
就反馈校測部分和功率驱动部分作简要介绍。反馈检测由传感器和相应接口器件组成,是 被测对象输入通道,使单片机能拾取气缸位移信息,功率驱动部分是单片机的输出通道,完成 控制开关阀的功能,反馈检测部分和功率驱动部分构成了单片机的输入输出通道,反馈检测电 路和功率驱动电路原理图见图4.
反馈检测部分:由位移传感器测得其位移,经A/D转换把模拟堂转换为数字量.由8255 并行接口片输入到单片机,单片机接收采集数据进行数据处理。
功率驱动部分:单片机经8255并行接口芯片输出二进制码,经过光电隔离TLP521-4和 固态继电器SSR,最后输出控制开关阀。
本控制系统软件设计采用模块设计技术,程序模块分成主程序模块、键盘显示程序模块和 控制程序模埃。
主程序模块主要起系统初始化作用•根据源程序设计思想和相应硬件对其进行初始化处 理,软件系统设计了两个中断处理程序:键盘显示程序,控制程序•键盘显示程序设置系统入机 接口协议、控制参数输久、键定义.其作用是人机互换、完成始定信号输入、正确处理•以便于进 行输入信号的产生和检测控制•键盘显示程序还必须有键輸入容错处理•来克服操作过程中所 出现的误操作。
控制程序模块包括PCM控制子程序,PID ^Proportional—Integral ^Differential 比例积分微分)算法.由实验 知,仗用偏差位移信号进行简单的比例反馈揑制.系统性能 指标不很理想.为了使系统性能得到改善,加入校正网络, 即通过单片机控制运算实现其要求的控制规律,单片机起 控制器的作用,这就是数字控制。PID调节是连续系统中技 术成熟,应用广泛的一种控制方法,经过长期工程实践总 结,形成了一套PID控制方法,不但有典型结构,且参数整 齐方便、结构改变灵活.尤其在控制对象的动态特性还未完 全掌握情况下,此控制方法更为有效,空气压缩性大,使气 动系统难以得到精确模型.因此适用采用PID控制算法. 使系统的揑制,屋能得到明显改善。控制程序框图见图民
抗干扰是单片机系统必不可少的重要环节,往往安装 和调试好的样机投入现场进行实验运行时,几乎都不能正 常工作,这都是干扰的影响。干扰作用在单片机系统的输入 系统、输出系统、单片机内核CPU,从而引发一系列严重的 后果。软件抗干扰设计可以弥补硬件未考虑的抗干扰电路 设计,无需硬件代价,不失为一些有效措施.
数字滤波算法是采样多次数据结果,从数据系列中提 取逼近真值数据的软件算法.剔除干扰值,它能完我硬件抗干扰功效.由于软件算法的灵活性. 应尽量釆用单字节指令.并且关键地方人为插入一些单字节空指令•或将有效单字节指令重复 书写,将干扰后的程序纳入正轨,起到抗干扰作用。.
通过对单片机PCM控制进行的大量实验研究,得岀以下的结论:
D可以用响应较慢的开关阀得到较高的动态响应指标.大大降低了成本,提高了可靠性。
2)选择合适的P1D控制参数,PID算法在气动位置PCM控制中可得到较为理想的控制 ,性能指标,也可得到较高的位移重夏精度,一般能达到0.5 mm,国外报道的PCM,控制精度达 到 ±0. 08 mm。
本文源于网络转载,如有侵权,请联系删除
 ×
×



