

来源:网络转载更新时间:2020-07-09 10:41:31点击次数:4123次
目前,冷饮包装机光电跟踪采用的是较为简单的速度伺服系统它由光电头(果样),接近开关(基推)、比 较驱动电路、电磁离合器组成。
有些厂家对系统的工作原理缺乏了解,调试时又缺少细心和耐心,致使光电跟踪系统不能正常使用。作者根据光电跟踪系统的工作原理,结合工作实际,阐述光 电跟踪系统的调试方法,供同行参考。
由于送纸传动系统与刀架传动系统是机械连动的, 故有:包装牌长度=送纸蟆速度/刀槊转速。包装机每 包装一件产品(即刀架每旋转一周),装在刀架边的接近 开关就发出一个基准脉冲信号。若送纸的实际长度(两 色标间的间距)等于所需的理论包装长度(刀口外圆的 理论周长),那么光电脉冲与基港脉冲重迭,此时则处于 瞬时稳定状态。但由于包装纸在包装过程中的伸缩变 形,加上系统中存在着各种误差,因而这种瞬时同步状 态将被破坏,有可能出现以下两种情况:一是机械特性 长度(两切割线之间的距离)小于包装纸长度(两色标之 间的距离),图案色标不断后移;二是机械特性长度大于 包装纸长度,图案色标不断前移,当岀现基准 脉冲与光电脉冲不同步时,比较駆动电路输出信号使电 磁离合器吸合,改变了齿轮的速率比,使系统产生速度 b.机械特性长度'包装纸长度
增量迫使基准脉冲与光电脉冲同步,此时实际包 装长度等于中封送纸长度与伺服送纸长度之和。当基 准脉冲与光电脉冲同步时,电磁离合器脱落。在整个包 装过程中,电磁离合器不停地处于吸合与脱落的交替之 中,以使实际包装长度接近于理论包装长度。
光电跟踪系统的调试是一项细致耐心的工作,切不 可急躁,在调试中要多观察,反复多次直至系统处于最 佳状态。
首先,应根据包装纸色标的间距,査说明书,选择对 应的齿轮。装好齿轮后,关闭光电系统的电源,开机作 空转试验,应使产生的包装袋长度小于色标间距1〜2 mm,若大于或等于色标间距则应更换齿轮。若无表可 査,则可将包装袋长度与色标间距作一比较,如包装袋 长度大于色标间距,应减少齿轮齿数,一般齿轮数每减 少一齿包装袋则约缩短2. 5 mm;如包装袋长度小于色 标间距5 mm以上,应增加齿轮齿数,每增加一齿,包装 袋长度增加2,5 mm左右,调至包装袋长度小于色标间 距I — 2 mm为止°
然后在停车状态下,打开光电系统电源,将光电色 标选择钮放在与包装纸色标颜色相一致的位置上(见图 3),把光电头光束(束径约10 mm)对准包装纸色标.调 节光电头上的灵敏度调节钮,使色标经过光束时,光电 头尾部红色信号指示灯亮;色标离开光束时,指示灯灭。 反复多次,使指示灯闪烁,直至达到最佳状态C
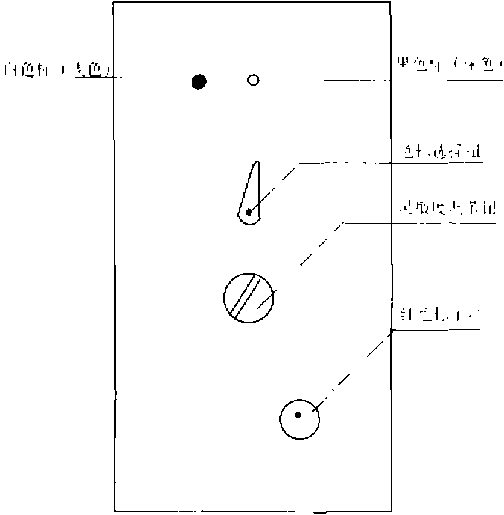
图3光电头側面板示意图
再调整接近开关,在停车状态下,用手转动包装机, 使刀架轴上的小凸轮接近接近开关(要求凸轮与接近开 关端面的间距为1 mm左右),此时接近开关尾部的发 光管点亮,再转动包装机.使凸轮离开接近开关,此时发 光管就熄灭。
最后开车试包装袋,经1 min左右的试运转,观察 包装袋切口是否在色标位置,如偏差在1/4的包装袋长 度内,可通过调节光电头的上下位置来达到同歩;如偏 差在包装袋长度内,则应停车将接近开关凸 轮转180°左右再固定、再开车,经I min左右后,再调试 光电头的上下位置见调试过程中.可能要多次调整光电 头的上下位置和接近幵关的凸轮甫度,直至同步为止。
在包装过程中,如岀现光电不跟踪的现象,首先应 检査光电头、接近开关是否正常。如果正常,再检査电 磁离合器是否处于正常吸合与脱落的交替状态。如果 正常,还需反复调试;如果不正常,说明电气系统有故 障;须检修,修复后再进行调试。
(上接第13页)
1) 增大了蒸发器的蒸发面积,原来的蒸发器放置在 流化床正下部,现都改放在流化床侧面,消除了原有的 许多弊症;
2) 风机的布局,有些速冻装置设计成放在流化床正 下部,去除了原有的导风机构,使冷风直接向上吹向流 化床网状输送带;
3) 与食品接触的构件材料全都采用不锈钢、尼龙和 塑料,其它构件均采用了热涂锌处理;
4) 流化床网状输送带由单区段改为双区段,并且在 两区段中间增设了振动器;
| 5)同样生产能力的速冻装置其装机功率减小了
50% !
6 [流化床侧面增设了隧道冻结室,使速冻设备的功 能增多。
! 尽管国内速冻设备的开发和发展有了一定的成就,
但和国外相比,相差甚远。目前瑞典生产的流化床冻结 器结构紧凑,体积小,其网状输送带采用了尼龙材料,可 以冻结较重的食品,生产能力可高达10 t/h或更高。 该冻结器的流化床采用r最新设计的空气分路脉冲器, 使蒸发器的气流量增加15%以上;风机采用离心式风 机,功率比目前国内同等生产能力的流化床冻结器还小 一半。瑞典生产的流化床冻结器可在运行时采用高压 冷空气除霜,大大增加了速冻器的连续工作时间。整个 冻结器运行操作都实现T自动化,但是它的设备总价高 出国内4一5倍。
本文源于网络转载,如有侵权,请联系删除
 ×
×



