

来源:更新时间:2020-07-01 09:45:55点击次数:4816次
引言
铜包铝线缆既具有铜的高频传输性能,又具有铝的轻质、柔软等特点。在同样截面积下,铜包铝线单位长度的质量仅为纯铜线的37.3%,在相同的质量下,铜包铝线的长度是纯铜线的2.7倍。由于质量轻,运输安装方便,还可降低敷设成本,故铜包铝线制是替代纯铜线制作高频电缆和移动通讯电缆内导体的最佳材料,采用优质的铜包铝线缆来代替纯铜线缆有着广阔的应用前景⑴。
铜包格复合线缆多为通过将铜皮包覆在铝线上并进行焊接而生产出来,TIG焊是其常用的焊接方法,实 际生产中鸨极静止不动,工件快速运动,其焊接速度大于10 m/min,焊接电流大于200 A;铜板厚度为 0.4 mm,对口缝间隙约为0.2 mm。焊接过程受包覆机械成型过程的影响,常出现电极与铜而焊偏,严重影响焊接质量和生产的连续性。因此,实现焊缝自动跟踪控制十分必要。
近年来,釆用工业CCD摄像机的视觉传感方法不断涌现,并在TIG焊的熔池形貌检测与实时控制DT、 焊缝跟踪『刀等方面的研究取得了很大的成功。但在铜包铝线缆TIG焊生产中尚未见应用实例。
文中将图像处理技术应用到铜包铝TIG焊生产中,将焊缝图像釆集到计算机中,利用VC+ +编制图像处理软件,提取焊缝特征,计算焊缝偏差并控制执行机构调节焊枪位置,消除焊接过程中的偏差,解决了焊偏问题。系统采用了优化的图像处理技术,实时性好, 动态响应速度和跟踪精度(±0.1 mm)达到了铜包铝线缆TIG焊实际生产的要求。
1跟踪系统的组成及工作原理
输出控制器、交流伺服电机驱动器、焊枪调节电动滑移台等部分组成。
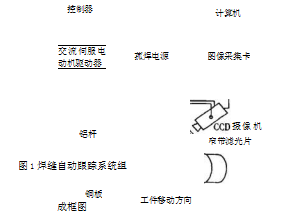
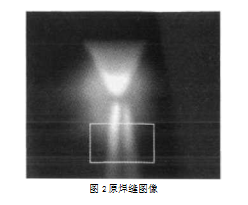
该系统将视觉传感器安放于焊接前方离鶴极20 mm处,对弧光进行中性减光和窄带滤光后,摄取铜皮成形对口缝图像,经采集卡以10 Hz的采样频率将图像采集到焊缝图像处理计算机,并保存为灰度为8位的亮度图像,焊缝图像处理软件对该图像进行处理, 计算焊缝中心位置与焊枪中心位置的偏差,将该偏差数据通过I/O 口实时传输给由单片机组成的输出控制器,输出控制器采用PID控制交流伺服电机,控制焊枪移动,纠正焊缝中心与焊枪中心位置的偏差,以上过程自动完成,不需要人为干预。由摄像机采集的原焊缝图像如图2所示。
2焊缝图像处理与特征识别
焊缝图像的处理和特征识别是该系统的核心,焊缝图像的处理和特征识别主要经过以下步骤。
2.1图像预处理’
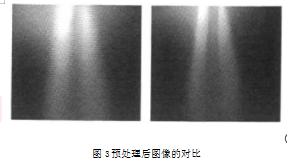
连续性好。该方法的要点是:
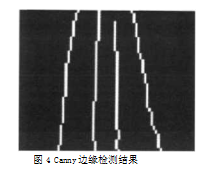
使用上述方法对预处理后的焊缝图像进行了边缘检测,如图4所示。可以看到,Canny边缘检测得到的焊 缝边缘图像非常清晰,几乎没有噪点,并且边缘的连续性 非常好。
2.3使用Hough变换进行线检测
使用边缘检测得到的图像,实际上是一些并不连续的点,焊缝边缘往往不是一条真正的直线。采用Hough变换的方法,将检测得到的焊缝边缘图像提取成两条直 线,直线的位置是唯一确定的,在计算焊缝误差时,可以做到非常精确和很高的分辨率。
Hough变换采用了空间变换的方法,对图像直线特征进行提取。假设在x-y坐标系中有N个点(天,免),i = 1,2,—,N0
通过x ~y平面上任一点(x,y)的直线群可由式(3)规定的e-p参数坐标系中的一条曲线(下称 Hough曲线)来表示。
p = xcosd + ysin0 (3)
式中,p、e为Hough变换的坐标轴为像素点位置坐 标。
根据Hough变换的性质,共线的任意两点(电,美)和 3况)的Hough曲线将一定在e -p参数坐标系中相交 一次。交点的。坐标为=廿1竺工 (4)y;-J,
根据公式(4)可以求出第i条Hough曲线和其余N-1 条Hough曲线交点的6值,它们在e轴上分布的峰值将表示通过点(气山)并以峰值处的角度为方向且拥有最多共线点的一条直线。通过二维累积数组的计算方法, 可以找到该峰值点,最终通过坐标变换到x-y坐标中所对应的直线。
为了加快变换速度,采用了文献[8]中的一维数组方法,改进了 Hough变换算法,编制的程序能够满足实时性的要求。图5为Hough变换得到的四条焊缝边缘, 在实际的变换过程中,只对焊缝内侧的两条曲线进行提取,并且对图像进行了分割处理,减少了图像的面积,加快变换速度。
图5 Hough变换检测的焊缝边缘直线
2.4焊缝偏差的计算
通过Hough变换检测得到的焊缝边缘直线,很容易使用计算机对其进行处理求取焊缝偏差。焊缝偏差求取方法如图6所示。图中C点为标定得到的焊枪中心位 置,A、B两点为与C点同一纵坐标且在两条内侧焊缝直线上的点。点为与C点同一纵坐标的焊缝中心线上 的点。其横坐标为兀=(了4+羌,)/2,则焊缝偏差5为5 = X,-X,。将该偏差值通过计算机接口传递给控制器, 控制器根据焊缝偏差8,控制执行机构运动,移动焊枪位置,调整偏差。
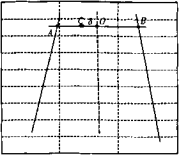
图6焊缝偏差的求取
3结 论
采用均值滤波的方法进行焊缝原始图像的滤波降 噪,并采用Canny边缘检测得到了焊缝边缘的清晰图像。 使用Hough变换进行线检测,将检测得到的焊缝边缘图 像提取成两条直线,直线的位置是唯一确定的,在计算焊缝误差时,可以做到非常精确和很高的分辨率。
本文源于网络转载,如有侵权,请联系删除
 ×
×



