

来源:网络转载更新时间:2020-06-15 15:18:51点击次数:3345次
液体包装机主要用于将水剂农药、 乳油、洗发液、调味汁、油脂和脂膏等灌入袋 内,适用于农药、医药、食品和化妆品行业。 此液体包装机具有快速、精确、经济和耐化学 腐蚀的优点。液体包装机装料系统的 设计对于整个机器功能的实现是非常重要的, 对其密封性也有较高的要求。
1液体包装机装料原理介绍
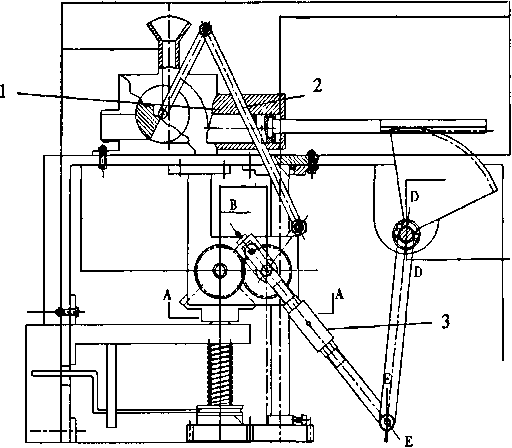
液体包装机装料部分主要机构是两个曲柄摇杆机构,如图1,两个曲柄摇杆机构采用 了并行机构设计思想,在同一根传动轴上实现 并联设计。左结构实现了阀门(左摇杆带动)的 90。旋转。右曲柄摇杆机构与齿轮齿条机构串联, 实现了活塞往复运动,即实现了装料过程。
但是,两个曲柄摇杆机构之间需要严格的 配合,才能保证阀门的密封性,所谓密封性即 进料口,出料口和活塞腔三者之间每时每刻只 有两个口是连通的,这样才能保证进料和装料 过程顺利准确。否则,如果在进料时岀料口仍 与活塞腔连通,就会产生“漏气”现象,或是 如果在装料过程中,进料口仍与活塞腔连通, 便会导致装料的不准确。因此两个曲柄之间需 要有确定的位置关系。进一步分析知,即在传 动轴上两个曲柄间有一个确定的夹角,这样才 能保证在两个曲柄旋转时,在一个对应位置有其确定的装料状态(两个曲柄摇杆机构位置对应)。
2实现严格密封的理论证明
在设计完成进行装配时,要注意位置的对 应关系。本文给出了这一位置对应方法的实现 过程及理论推导过程证明。
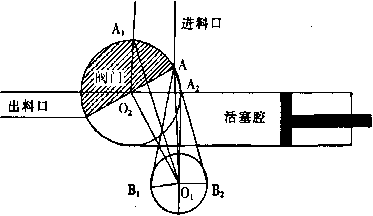
图2阀门示意图
如图2阀门示意图,阀门直径为活塞直径 的两倍,此时右曲柄处于一个极限位置。阀门 顺时针旋转,摆角90。。极限位置分别为水平位 置和竖直位置,图示状态处于液体进入活塞腔 的末状态,下一时刻开始进行装料操作,即活 塞向左进行推料的过程,将液体从出料口推出, 当转过角^A02A2后,阀门四杆机构的摇杆反向 回程,又转过角ZA02A2后,又回到图上所处的 位置,这一段时间完成装料。此时处于装料的 结束状态,然后继续向上摆动至竖直位置,再 回程又转到图示所示位置状态。这一段时间右 曲柄摇杆结构完成进料过程。
故推料过程的总时间应该等于左摇杆图示 位置开始向下旋转到水平位置然后回程至图示 位置的两段时间和,当右曲柄摇杆机构摆杆处 于极限位置时,左端曲柄摇杆机构摆杆是处于 中间某一位置的。而这一时间由右四杆机构的 急回行程速比系数决定,并且可以直接求出。 ZA02A2这一角度的大小是整个装料系统的关键 参数。另外,由图可以看出,出料口和进料口 直径的尺寸也与这一角度直接有关(三角关系)。
这一原理的具体算法如下:即求aao2a2的 大小。
图中左摇杆状态对应的曲柄的两个可能位 置分别为0冋和0田2,由于是顺时针转动,所 以曲柄是由0《2到0岡的,由于两个曲柄在同 一轴上,所以^B,O,B2=另一曲柄的旋转角度, 即4BQB2=360o/(k+l) 。(k为右四杆机构的 行程速比系数,推料过程为急回)。
然后可以求证△AON】 ^AO,B2o由于 乙AO|Bj=ZAO|B2, ZAO1B2可以求出,即可求 出边AO”在4AO2O,中,可求得^AO2O,,在 △ O2O1A2中可求出2LA2O2O,,两个角度之差即可 求出Z.A02A2o然后根据这一角度可以完成后续 的设计求出进料口和出料口的直径。
根据算法,也可以做出计算程序如下,运 行时需输入右曲柄摇杆机构的行程速比系数k 和左曲柄摇杆机构a, b, c, do
C语言计算程序:(只需输入右端行程速比 系数k和左端的a, b, c, d,就可求岀) #include
#include
( ///输入右四杆机构k和左四杆机构尺寸长度 double k,a,b,c,d;
printf (” Please enter k \ nn);scanf (u %lf' ,&k);、printf (" please enter a b c d \ n"); scanf (n %lf%lf%lf%lf,,&a,&b,&c,&d); double alph,beitajiao 1 ,jiao2,jiao;alph=k/ (1 +k) *2*3.14159;double bianl,bian2,bian3;if (alph>3.1415926){beita=(2*114159-alph)/2;bian 1 =a* sin ( beita);bian2 =sqrt (b*b -a*a*sin (beita)*sin (beita));bian3=bian2+a*cos (beita);jiaol =acos ((d*d+c*c-bian3*bian3)/ (2*d*c));jiao2=acos ((d*d+c*c- ( b-a) * /(2*d*c));jiao=(jiaol-jiao2)*180/3.141592;elsebeita=alph/2 ; bian 1 =a*sin (beita);bian2 二sqrt (d*d -a*a*sin (beita)*sin (beita))bian3=bian2-a*cos(beita);jiaol =acos ((d*d+c*c-bian3*bian3)(2*d*c));jiao2=acos ((d*d+c*c-(b-a)* (b-a))/(2*d*c));jiao=(jiaol-jiao2)*180/3.141592;////////输出结printf ("角度为%.21f\n” jiao);return 0;}
因此整个过程是在两个曲柄摇杆机构尺寸 设计后,确定完机架位置,然后运行程序或是 通过画图法,计算出夹角,然后进行后续补充 设计,进行装配。
3设计实例如下
假定左端摆角为90度的曲柄摇杆机构的各 尺寸为 a=5.7cm, b=23.1cm, c=10cm, d=20cm, k=L25, a为曲柄长度,d为摇杆长度。假定右 曲柄摇杆机构k=1.27,杆长为a=4cm, b = 23.2cm, c=19.6cm, d=16cm;摆角读数为 34.9°。 假定右端活塞直径为30mm。
运行完毕后计算出角度为23.62。。,即当右 四杆机构处于极限位置时,摇杆与水平方向的 夹角为23.62。按照这一角度知进料口直径为 27.48mm,出料口直径为12mm。
4结论
本文认为运行程序或是通过画图法确定的 这一角度应作为装配的重要依据。既可以通过 传统画图的方法也可以通过运行计算程序的方 法计算出夹角。装配时,先装配左端曲柄摇杆 机构,使摇杆对应的位置与水平面的角度为计 算的结果,左曲柄的位置也就确定(实际上有两 个位置,要根据计算过程判断到底处于哪一位 置),然后装配右端曲柄摇杆机构,此时这一摇 杆处于极限位置,容易装配,然后将螺栓拧紧 完成装配。通过这种计算和装配后,可以实现液体包装机的在进料和出料时的严格密封。
本文源于网络转载,如有侵权,请联系删除
 ×
×



