

来源:网络转载更新时间:2020-07-14 14:51:08点击次数:4988次
包装机是一种制袋、充填、封1岛自动包装机,其外形如图1崩示。主要 由塑料包装材料引导装置3、翻领成型器4、竖射装置5、夹子式横封室10、电气控制柜6、 机身9、静电除尘装置12和机身内的传动系统组成.
该机可配置多种形式的充壊装置.如定量杯充填器、螺杆充填器、多头称重器、定量泵 等,适用于食品、制药、化工等行业,特别适合于包装粘性大、流动性差的颗粒状及粉类物 质,其制袋尺寸(长X宽)由100X90至400X250,手动无级调节.生产速度为每分钟25~ 80袋.亦为手动无级调节.
该机的电气控制系统釆用微机程序控制,可记录十条不同程序,每一程序内的电子译码器控制生产周期的有关动作,达到最高生产速度,可快速转换包装尺寸或包装物。配置有光电感应光标装置,能淮确控制包装袋长度。
该机另一个特点是采用了夹子式横封结构,其优点是当包装材料被引进时,没有凸起 及脱滑现象,包装材料在热封时受夹子的牵引拉力.不会皱摺.且夹子是在瞬间脱离包材, 没有粘带的可能性,故可处理粘性较大的包装材料。
1运动过程分析
卷筒的平张塑料薄膜1经包装材料引导装置3后(见图1),通过翻领成型器4而成叠边的筒状,气缸推动竖封装置5热竖封口;夹子式横封室10〈以下简称横封室)由机身 内的曲柄导杆机构(参阅图2》拉动向上运动.到込上死点位置时.横封室内的热横封夹及 固隘其上的排气夹和缓冲夹在单作用液压缸的推动下,夹住塑料袋筒。随后横封室在自身 重量和其下部拉伸弹簧的作用下•牵引看塑料包装材料一边向下运动,一边对袋筒热横封 口;其下行速度受曲柄导杆机构的控制’在横封室向下运动的同时.充填装置开始对横封 室上部的空袋中充填被包装物-
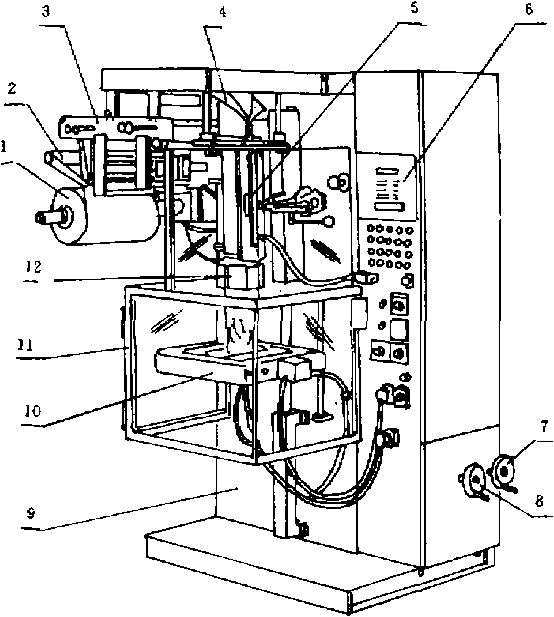
图1 AVZ25GOA外形图
1部料包装材料 2松袋制动装置 3包村引导裝置 4物貌成型露5麝封装置 G电气投制柜 7
调連手柄 8燹长调节至柄 9机身 W夹子式橫我室 11安全軍12靜电除尘装置
横封室到达下死点前夕.藏于横封夹内的切刀在一个小气缸的推动下沖出.等分切断 横封口。横封室到达下死点位置时(将塑料包装材料牵引了一个袋长)•单作用液反缸卸 压.横封夹由弹簧拉开,已包装好的一袋樹品落下。横封室随即快速上升到上死点,夹住已 充壊好物品的塑料袋开始下一个工作循环。其上行的过程中,塑料包装母料无牵弓I,停止 不动,堡封装置进行热竖封口。
由上述制袋、充填、封口的运动过程可知.横封室上下运动的快慢反映了包装机的生 产速度;其上下运动的行程,控制着制袋长度°
可见,控制横封室的运动形成了该机的主传动。
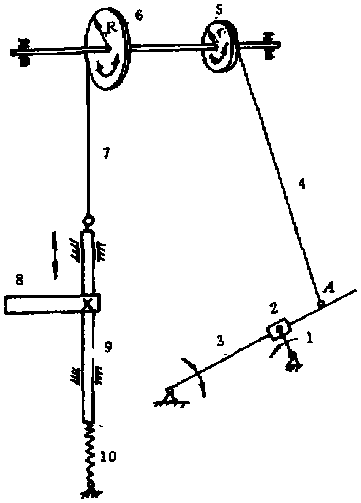
2主传动原理
图2所示为该机的主修动系统简图。电动机经减速装置(图中未示出)驱动曲柄1匀 速回转.曲柄通过滑块2带动导杆3上下摆动;导杆经链条4拉动小链盘5(无链齿)来回 转动,与小链盘同轴的大链盘6〈亦无链齿)随之同方向来回转动;大链盘的来回转动经链 条7转变为固定在滑拝9上的横封室8的上下直线运动’
由于两段链条分装在同一轴线的两侧.所以 导祥向下运动时,横封室向上运动;导拝向上摆动 时.横封室向下运动°
无级改变曲柄的转速,可使横封室运动的快 慢无級变化,即实现生产速度的无级调节。 SVZ25OOA型包装机是在电动机辎岀轴与減速装 置之间设置了宽V带无級调速机构,由图1中的 手柄7调节.
无级改变图2中链条4的端点A在导杆3 上的位置,可无级改变链盘来回转动的角度,使横 封室上下运动的距离无级变化,即实现制袋长度 的无级调节.SVZ2500A型包装机是在导杆中安 装了与之同轴线的丝拝螺母机构,异形螺母与链 条4的端点A较接,转动丝杆,A点就随螺母沿 导拝轴线移动,由图1中的手柄8经一对锥齿轮 转动丝杆。
 |
在该机的生产速度范围内,当不改变袋的直径时.制袋长度愈大,充填被包装物所需 时间也就愈长.每分钟制出的袋数就愈少.因此.在最大制袋长度400 mm时.其生产速度 应为每分钟25袋;而袋长为100 mm吋.每分钟寸能达80关.
本文源于网络转载,如有侵权,请联系删除
 ×
×



