

来源:网络转载更新时间:2021-06-23 15:38:29点击次数:3546次
0 引言
中国空间技术研究院作为以星船宇航产品制造为主的企业,产品系统级集成 (即星船总体装配)占据核心地位[1] 。总装配套库房作为总体装配生产资料的管理中心,其持续高效率运行将保障总装生产线的顺利实施。作为拉动效率的重要手段,库房自动化和信息化建设显得尤为重要。
将自动化立体仓储设备 [2]与总装生产信息管理系统有机结合形成自动化配料系统,实现物料管理与生产信息系统集成, 不仅可使配套库房成为总装各项生产条件准备和协调的缓冲区域,利于生产条件的闭环管理; 还可以改善库房管理人员的作业条件,降低劳动强度和耗时;解决传统管理模式空间损失和货物存取之间较难平衡的问题,提高物料周转效率; 并且能够为精密元器件和设备的存储提供条件保障。
1 自动化配料系统的组成
自动化配料系统主要由总装看板生产管理系统(能够实现信息共享和处理) 和自动化货柜硬件、软件(实现物料自动化存储)组成。
1.1 看板生产管理系统
JIT (准时化生产) 生产管理方式在 20 世纪 70年代末从日本引入我国, 长春第一汽车制造厂最先运用 JIT 思想控制生产现场作业,取得了丰富的经验,创造了良好的经济效益 [3]。经过多年的探索,航天器制造企业结合自身的特点,也逐步建立形成了一套看板生产管理系统, 在生产中保持物质流和信息流的同步性,提高了生产响应能力。
总装看板生产管理系统是将JIT技术应用于航天器产品总装生产过程开发的生产管理系统, 在总装工作中得到广泛应用, 覆盖物料管理、 生产计划、质量监督、总装实施和质检等业务流程。
物料管理模块是看板生产管理系统的重要组成部分之一,功能涵盖物料数据管理和物料配套信息管理, 应用于库房产品管理、辅助材料数据管理、工具管理和物料配套管理。
1.2 自动化货柜
1.2.1自动化货柜硬件
自动化货柜按照其运行原理可以分为回转式货柜和垂直升降式货柜两类 [4]。回转式货柜运行时,所有料斗同步运动;而垂直升降式货柜存取物料时只有单个托盘运动,且能够调节存储物料的间距,从而充分利用和扩充空间,消除回转式货柜存在的偏载平衡问题,但价格相对较高。
结合总装库房存储物资的特点,从稳定性、均衡性、扩展性以及空间利用率等多角度综合考虑,本文选用垂直升降式自动化货柜作为库房物料自动化存储设备。
1.2.2自动化货柜管理软件
自动化货柜自带管理软件采用 Access 数据库或 SQL 数据库,具备基础数据、出入库、基本查询、报表查询、权限管理、联机操作等基本功能。
该软件的作用主要体现在两方面:
1)驱动操作货柜能够取代货柜控制面板,对货柜的运行进行全面操作, 其人机交互界面也方便操作人员使用;
2)具备数据管理能力。结合 SQL 数据库,记录库存数据,并可对货柜、托盘、货位进行调整规划等。
自动化货柜自带的管理软件可以通过 TXT 格式文件实现与其他软件的接口通信, 具体分为零件信息文件和定单信息文件。 文件按照传输方向分为上传和下载,这些文件都可存在指定的路径下,通过写入、读取、清空和删除等操作实现与其他软件之间的信息交互和更新。
虽然自动化货柜自带的管理软件能够实现物料的存储管理,但是在操作的便捷性、数据统一和共享方面存在不便。要更大限度地发挥自动化货柜系统优势,提升库房管理整体能力,需将自动化货柜系统纳入已有的库存管理体系, 作为看板系统的一部分。
2 自动化配料系统的集成应用
通过集成开发,实现看板生产管理系统和自动化货柜系统的有机结合, 将构成集物料存储自动化和生产物料管理自动化为一体的自动化配料系统。目前,应用于总装库房的自动化配料系统已完成硬件实施和软件开发工作,进入系统测试阶段。自动化配料系统的成功应用, 将使总装库房的自动化管理具有物料出入库、库存状态查询、调拨、货位优化、库存预警、物料齐套等功能,并充分利用货柜优势提高库存能力和管理水平,为库房管理提供详细、可靠的统计分析数据。
2.1 系统功能
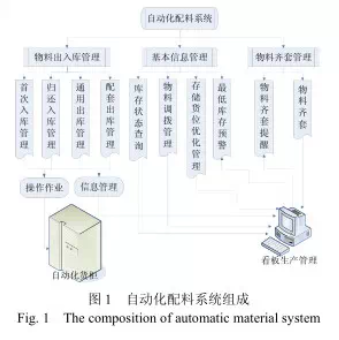
根据总装库房的物料管理流程,自动化配料系统具有物料出入库管理、基本信息管理、物料齐套管理等功能模块, 各功能模块以及其子功能实现了自动化配料系统对物料的管理。 各功能模块与自动化货柜和看板生产管理系统的关系如图 1 所示。
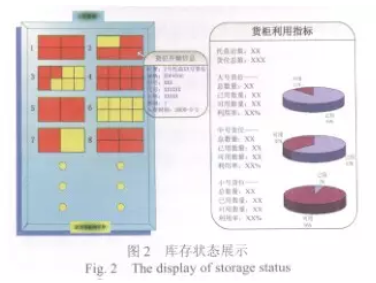
结合看板生产系统的自动化配料系统的应用,不仅将看板生产管理系统中对库房的管理特点与自动化货柜的优势有机结合在一起,同时实现两者的各项管理特点和优势, 并在此基础上衍生出库存状态查询与货位优化调整功能。图 2 为库存状态展示界面:左侧货柜展示中,黄色表示货位为空,红色表示有仪器设备在货位中,当鼠标移动到托盘上货位时,以浮标的形式显示该托盘中所存放的仪器设备信息和货位规格;右侧显示货柜利用指标,可具体到单个货位;此外,能够展示系统中多台货柜包括总数量、已用数量及利用率等的总体使用指标。
2.2 业务流程
在整个自动化配料系统业务流程中,主要包含物料出入库管理、 基本信息管理和物料齐套管理等业务。其中物料出入库管理业务细分为首次入库、归还入库、通用出库、配套出库等;基本信息管理业务细分为库存状态查询、物料调拨管理、库存货位优化、最低库存预警等;物料齐套管理业务细分为物料齐套提醒和物料齐套。
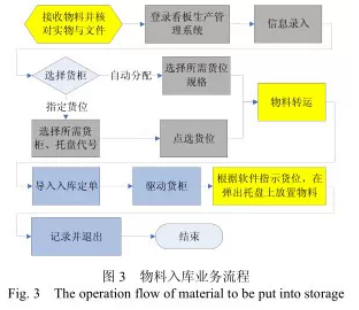
以物料首次入库为例,图 3 所示为其完整的一个业务流程,其中黄色为人工手动操作,灰色为在看板生产管理系统中的操作,蓝色为在自动化货柜自带的管理软件中的操作。经过分析,得出操作人员在整个业务流程中人工手动操作比例约占25 %,极大降低了操作人员的劳动强度, 显著提高了库存管理的自动化和信息化水平。
3 经济效益分析
自动化配料系统在总装库房的应用将实现自动化货柜与看板生产管理系统的紧密集成。
自动化货柜的使用显著提高了空间利用率,使物料的存储更加安全可靠,存储方式更加灵活、有序。经过与传统存储模式对比测算,相同占地面积的情况下,库房存储能力提升了 129 %,提高了存储效率, 降低了物流成本, 将 “静态仓库” 变为 “动态仓库” 。
库房管理人员通过看板生产管理系统对库存物料进行有效的数据统计和自动化存取,可以保证总装生产的物流畅通, 使工艺人员和生产调度及早发现问题,采取相应措施,缩短储备周期,最大限度地降低库存资金占用;同时,通过周期性的物品基本信息管理(物品管理和货位管理),及时补救管理中的漏洞, 使库存管理系统实时地反映出库存的现实情况,以便协调整个生产过程,达到效益最大化。
通过看板生产管理系统与自动化货柜的集成开发,将简化库房出、入库业务,在提高工作效率、降低劳动强度的同时,改善管理流程。信息共享、电子化查询、状态统计、优化调整等功能,使总装库房的管理更具有针对性。面向对象的权限设置,从不同的侧面为不同层面的管理人员提供所需信息,在提升库房运作水平和能力的同时,拉动整个产品总装过程的生产能力和管理水平整体协调发展。
4 结束语
本文针对自动化配料系统在总装库房中的建立与实施,介绍了将自动化货柜与看板生产管理相结合的物流管理模式, 以及在这种管理模式下的业务流程,并结合面向总装生产的实施进行了经济效益分析。自动化配料系统的实施,将显著提高物料管理的效率,实现管理自动化、信息化和系统化,为总装生产全面协调可持续发展提供有力保障。
本文源于网络转载,如有侵权,请联系删除
 ×
×



