

来源:网络转载更新时间:2021-06-22 15:05:40点击次数:3148次
0 前 言
目前,国内涂料生产中要用到大量的粉料, 约占其原料的30%~40%, 且品种多样。 这么多的粉料在生产过程中进行人工投料劳动强度大, 会产生大量的粉尘,飞扬的粉尘对工人的身体健康危害极大, 且污染其他正在生产和包装的产品,直接影响到产品质量, 也造成环境污染。
现在,一方面随着经济的发展, 全民综合素质的提高, 工人的健康意识逐步提升, 工人在工作选择上更倾向于选择低劳动强度和健康环保类的工种,对于部分高劳动强度的生产制造型企业来说, 逐渐面临着用工难问题;另一方面, 随着国家 “十二五” 规划的实施, 对于涂料生产企业提出了更高的节能环保要求, 同时,将全密闭式一体化涂料制造工艺作为“十二五” 环保规划目标。逐步使用自动化生产替代人工操作已成为涂料行业发展的一个新的趋势。
1 称量配料输送系统的引进
为确保产品质量,降低劳动强度, 改善现场工作环境, 提升公司形象, 各涂料生产企业都在尽力改善生产车间的条件,想尽办法从源头上解决生产环境粉尘污染严重、 工人劳动强度大等问题。随着管道气力输送技术的发展, 彻底解决了粉料贮存、投料粉尘飞扬及产品污染等问题, 并且广泛应用于橡胶轮胎、油墨、化工、 电力、 食品、 医药等行业, 但是在涂料行业却鲜有应用。
某化工集团股份有限公司在准备投资筹建上海新工厂时,综合考虑了产品质量、 生产效率、 人工成本及生产环境等多方面因素, 决定采用新的密闭式一体化生产工艺,将上海新工厂的乳胶漆生产作为试点项目。 结合目前国内外涂料生产情况,经过多次考察, 决定采用气力输送系统结合称量工艺实现粉料的自动配料。
1.1 系统原理简介 [1]
气力输送装置分为吸送式和压送式两种。
吸送式采用罗茨风机或真空泵作为气源设备,气源设备装在系统的末端,当风机运转后, 整个系统形成负压, 有管道内外存在的压力差空气被吸入输送管, 与此同时物料和一部分空气便同时被吸入,并被输送到分离器。 在分离器中, 物料与空气分离。
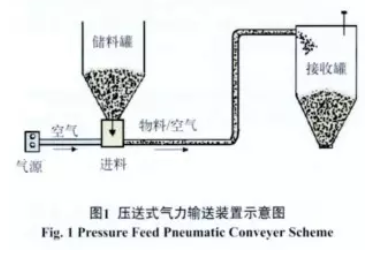
压送式是采用罗茨风机或空气压缩机为气源设备,并将气源设备布置在系统的前端, 更适合于从一处向数处的分散输送,以及长距离、 大容量的输送。如图1。
1.2 系统特点
从气力输送的输送原理和应用实践均表明它具有一系列的优点:
(1)输送效率较高, 输送管道能灵活地布置, 从而使工厂设备工艺配置合理;
(2)实现散料输送, 效率高, 降低包装和装卸运输费用;
(3)系统密闭, 粉尘飞扬逸出少, 环境卫生条件好;
(4)运动零部件少, 维修保养方便, 易于实现自动化;
(5)能够避免物料受潮、 污损或混入其他杂物, 可以保证输送物料的质量;
(6)可以进行由数点集中送往一处或由一处分散送往数点的远距离操作;
(7)对于化学性能不稳定的物料, 可以采用惰性气力输送。
用于工厂车间内部输送时,可以将输送过程和生产工艺相结合, 这样有助于简化工艺过程和设备。
另外,自动配料系统能够降低工人劳动强度, 减少工人误操作,配料精度高, 产品均一性高, 产品质量较容易控制。
1.3 系统配置
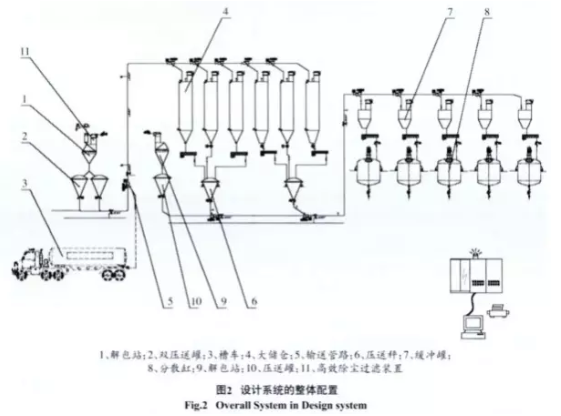
根据该上海工厂年产8万t的生产能力以及5台3~10 m 3 不等的分散缸的设备配置条件,经过对生产能力和生产周期、 多个分散缸供粉需求的时序排布以及整个系统运行能耗的计算,决定采用以空气压缩机为动力源的正压、 密相的气力输送模式,实现一套称量装置供给5台分散缸的粉料称量、 输送。 设计系统的整体配置如图2所示。
1.3.1 工艺流程介绍[2]
通过人工解包方式将小包装、吨袋包装的原料在解包站1进行解包, 双压送罐2交替压送将原料送入到100m 3 的大储仓4中贮存。 也可以通过原料槽车3直接对接到输送管路5上, 将原料压送到大储仓中。
大储仓中的物料,按照系统中设定的工艺配方的要求自动进行称量, 3台大储仓对应1台压送秤6, 2台压送秤交替称量和输送。
称量好的物料输送到缓冲罐7中, 并在缓冲罐中进行单批次物料总重量的校核。
缓冲罐中的物料按照系统设定的速度匀速送入到分散缸8中。
系统的二级输送管路上单独配置了1台解包站9、 压送罐10, 可实现大储仓内原料种类以外的其他原料的输送,有一定的灵活性。
系统在解包投料位置和气力输送末端均设有高效除尘过滤装置11, 避免粉尘泄漏污染环境。
1.3.2系统参数
5台分散缸的生产周期均按照2 h/批次, 用粉量按照65%计算, 则系统设计能力:一级气力输送能力20 t/h; 二级称量、 输送能力12 t/h。
按照该涂料的生产工艺需求,系统静态称量精度小于0.5%, 分散缸投料误差小于1%。
1.3.3技术难点
通过对涂料行业目前生产状况进行调查及对生产原料的物性分析,发现制约自动配料系统在涂料行业推广的瓶颈之一是黏性粉料的处理。 因为钛白粉粒径小, 黏附性强, 在输送过程中极有可能造成管道的堵塞, 钛白粉输送一直是国内外急需解决的一大难题。
针对在涂料行业黏性粉料处理的难题,结合多年在粉料配料输送方面的经验和专利技术, 对该套系统的关键设备进行特殊处理,气力输送管道分段安装压力传感器, 通过实时监控管道输送压力开启辅管阀补气,既避免管路堵塞又能最大限度地降低能耗, 并且可以做到系统随停随启,降低设备维护量。
经过设备在生产中的实际使用,验证了这些技术的应用可以解决钛白粉等黏性物料在自动配料系统中对输送管道的黏附、 堵管问题, 以及对于容器的黏附和起拱问题。
2 称量配料输送系统的使用效果
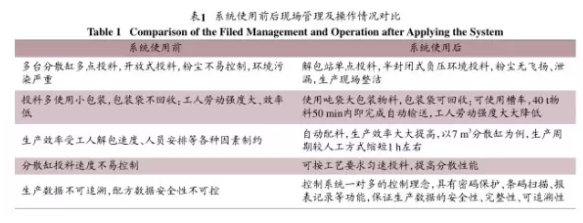
2.1 系统使用前后现场管理及操作情况对比 ( 见表 1)
2.2 生产能力分析
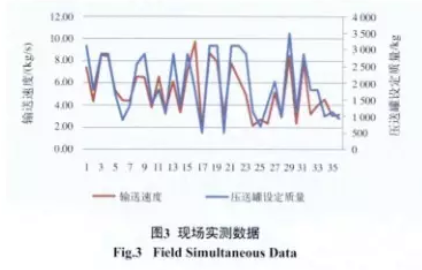
通过现场实测数据分析(见图3), 一级气力输送能力可达到28 t/h, 二级称量、气力输送能力可达到14t/h, 超过了设计能力, 完全能够满足目前生产需要。
2.3 部分投资效益分析
2.3.1 节能
按年产8万t生产能力计算, 系统使用后每台生产时间可节约30%~50%(含配料、 投料时间), 耗电量相对应节约20%~30%, 提高了生产效率。
2.3.2环保
系统使用前,粉料投料基本上都是开放式投料,粉料四处飞扬, 对于车间环境、工人身体健康都有很大的影响; 开放式投料每批原材料至少要浪费1~2kg。 投料完成后工人需要清理现场,不管是人力成本还是生产效率都会受到影响。
系统使用后,以年产8万t生产能力计算, 可节约原料浪费至少3 t/a, 整个生产过程从解包投料到原料进入分散缸都是密闭的环境,避免了粉尘飞扬, 对于改善工人劳动环境, 减少职业病的发生起到了重要作用。
2.3.3仓库利用率
年产3万t左右的涂料生产企业, 粉料原材料约占地1 095.5 m 2 /月,使用大储仓贮存物料, 可节约仓库占地面积, 提高原材料总体周转率, 提高仓库的使用率。
2.3.4人力成本
系统使用前,以年产8万t涂料生产企业为例, 一般需要4人以上来完成投粉工作,投料时间长, 劳动强度大。
系统使用后,只需安排1人专门负责原材料的解包及中控室的操作。部分粉料可利用槽车直接输送到大储仓内, 节约了人工装卸、仓库到车间的运输和管理成本。 相比系统使用前,至少可节约2~3人完成生产工作。
2.3.5其他方面
系统使用后,生产自动化程度明显提高, 生产数据可追溯, 配料更准确, 产品质量及均一性明显提高,设备操作、 维护方便, 故障率低。
3 结 语
粉料配料输送称量系统已成功运行了近1 a时间, 经连续跟踪调研表明,该系统可降低工人劳动强度, 改善工作环境, 提高生产效率, 提升产品品质, 节能降耗环保, 提高涂料生产自动化水平, 有助于推动涂料生产的进步和自动化进程。
本文源于网络转载,如有侵权,请联系删除
 ×
×



