

来源:网络转载更新时间:2021-06-18 10:41:18点击次数:2735次
智能控制随着计算机技术和通信技术的飞速发展而被更广泛的与工业生产结合在一起,已经成功应于各种领域中,并且取得一定的效果。将智能控制技术和传统控制技术有机地结合起来应用于煤矿主运输皮带系统控制中,比传统的控制有明显的优点。本课题采用的基于S7-200PLC的智能控制理论在煤矿主运输皮带系统中的应用是比较成功的,实现了非线性控制的任务,避免了煤矿主运输皮带系统由于皮带机械不稳定及输煤不均匀引起的故障,使煤矿主运输皮带系统能够实现运行稳定、可靠,适应性强,易于调试、维护的功能,为今后的进一步研究打下了基础。作者通过大量阅读国内外相关文献,在消化吸收国内外优秀成果的前提下,针对煤矿主运输皮带智能控制系统做了以下研究工作。
1主运输皮带智能控制系统的设计
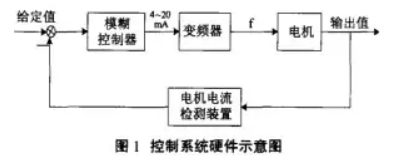
主运输皮带是现代化煤矿安全高效生产的主要运输设备,其运行情况的稳定与否,直接关系到煤矿的生产状况。本智能控制系统采用S7-200PLC及相关技术,参数设置准确、方便,人机界面友好,便于现场维护和使用。当出现打滑、跑偏、皮带纵向撕裂、超速、低速、超温、烟雾降等故障时,该系统可根据故障类型进行相应的保护动作,对故障进行记忆和显示,同时发出语言故障报警信号,对集控的多台保护装置进行通讯,便于维护人员进行及时处理。主运输皮带智能控制系统,由检测装置、通信装置、控制装置、执行装置等组成。其中控制装置由PLC、A/D、D/A及以太网转换模块等组成。煤矿井下主运输皮带多为双滚筒驱动或多滚筒驱动,每个驱动滚筒由单一的一台电动机拖动。控制装置可实现功率平衡、启动信号给定、速度控制、数据采集、与其他控制器通信等功能。该控制系统硬件电路示意图,如图1所示。
1.1 PLC选择
PLC是整个主运输皮带智能控制系统的核心,它采集系统所有输入信号,包含起停控制信号及系统自动反馈的控制信号,如报警,负载,温度等,并实现对所有动作器件如中间继电器、接触器线圈,变频器的控制,同时完成和上位机的数据通讯。使整个系统性能可靠控制方便的关键,是合理的选择PLC。因此,我们在选择PLC时,要考虑PLC的指令执行速度、指令丰富程度、内存空间、通讯接口及协议、带扩展模块的能力和编程软件的方便与否等多方面因素,它具有较高的可靠性、丰富的指令集、丰富的内置集成功能、实时性特性强和强大的通信功能,完全能够满足系统需求。
由于本系统采用上位机组态监控软件,需要将现场的实时信息送到地面监控室供操作人员分析和观察,及时处理有关工况。故还需扩展以太网通信模块,利用矿井已经建成的以太环网实现远程通信。S7-200PLC能够扩展以太网通信模块CP243-1,它采用24V直流电源供电,可以采用PLC自带的传感器供电电源,标准的RJ45插座连接方便,传输速度达到lOOMbit/s,完全能够满足实时性要求,通过PLC的指令向导很容易实现其通信。
1.2变频器
变频器是本系统控制执行机构的硬件,通过频率的改变实现对电机转速的调节,从而改主运输皮带的线速度。变频器的选择必须根据驱动电机的功率和电流进行选择。根据矿井实际情况,选择ZJT-200矿用隔爆型变频器,三相660V供电,额定功率200kW,它采用矢量控制技术,具备完善的电机保护和优良的调速性能,可以实现电机的软启动、软停止。根据负荷情况,自动调节电机速度,减小电机启动对电网的无功冲击,同时通过配备外围传感器,可以实现变量的动态控制,达到节能目的。
2主运输皮带智能控制系统PLC软件设计
2.1 PLC程序设计
S7-200PLC的工作过程,主要分为三个阶段:输入采样阶段、程序执行阶段和输出刷新阶段。特别是采用周期循环扫描的工作方式,使得它具有很好的抗干扰能力。控制器的功能主要是实现系统数据统一管理,对各部分装置的故障分析及控制、系统状态显示等。从以上的功能要求出发,控制器软件的设计体现了模块化的软件设计一般要求。控制器的各个功能在软件上的实现与衔接,也是按照模块化的原则完成的,程序结构清晰便于的现场调试。程序主要由以下几个部分组成。
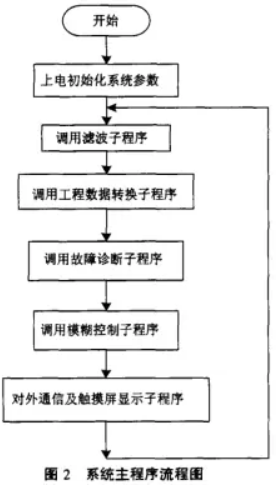
1)主程序:它主要完成对各个模块的调用和系统参数的上电初始化。
2)系统故障检测与处理部分:实时检测系统运行过程中出现的各种故障,并处理这些信息发出相应的控制信号。
3)控制算法实现子程序:利用PLC实现模糊控制算法,主要包括电机电流误差及误差变化率计算,查寻模糊控制规则表等。
4)数据转换部分:PLC将采集到的模拟信号通常是转换成数字信号进行处理的。为了便于观察和参数设置需要,将这些数字量转换成实际工程中物理量。
5)通讯程序部分:它包括与触摸屏的通信和上位机通信两个部分。
主程序中进行系统变量初始化以及对各个功能子模块的调用,对各个控制寄存器置初值:对运算过程中使用的各种变量分配地址并设置相应的初值;对各种报警信号的限值进行初始化。初始化模块仅在PLC上电后的第一个扫描周期执行,这样便于上位机对系统参数的设置,然后进行循环扫描调用子程序阶段。其流程图如图2所示。
其部分程序如下:
//变量存储区初始化
LD SMO.l
MOVB 0.VBIO
MOVD 0.VD20
MOVD 0.VD30
MOVD 0.VD30
MOVW 0.VW70
LD SMO.1
MOVD 0.VD80
MOVD O.VD90
MOVD 0.VD120
MOVD 0.VD130
MOVD 0.VD140
MOVD 0.VD150
//各标志位初始化
OLD
R M20.1,1
R M20.2,1
R M20.3,1
R M20.4,1
……
LD SMO.O
CALL SBR_I //调用滤波子程序
CALL SBR_2 //调用工程数据转换子程序
CALL SBR_3 //调用故障诊断子程序
CALL SBR_4 //调用模糊控制子程序
CALL SBR 5 //调用通讯子
2.2主运输皮带监控系统组态要求
2.2.1监视功能
不论系统处于哪种工作方式下,系统具有对设备的状态和参数进行实时监测的功能。组态软件将采集的数据记录在实时数据库中,并把数据的变化用动画的方式形象的表示出来,同时完成变量报警、操作记录、趋势曲线、数据查询等功能。监测信号的设置,是根据系统控制需要、保护设备安全需要及历史数据查询需要。系统主要显示状态及参数有:运行方式显示、电机状态显示、工频与变频显示、变频器输出频率显示、皮带线速度显示、各种报警信号显示等。
2.2.2控制功能
上位机通过和PLC实现数据交换,实现上位机的控制功能。当控制方式发生变化时,系统自动运行于相应的状态,系统设置了手动和自动切换功能,同时在上位机上还可以实现系统参数的设置,系统启动和停止等功能。
2.2.3通信功能
PLC作为终端控制设备,对现场的大量数据进行处理和运算,并执行相应的程序。井下PLC与上位机利用井下以太网进行通讯,将处理的结果及现场检测传送到PLC的信号传送至上位机,在上位机上完成监控画面、参数查询、曲线显示、报警处理等功能,使系统值班人员及管理者能实时掌握系统工作状态。
2.2.4报警功能
系统必须对所有的故障信号进行声光报警以提醒值班人员,并根据故障情况进行相应的控制。如变频器故障时,系统切换至全工频运行,某台电动机故障时,系统切除该台电动机,启动其他的电动机。发生皮带跑偏撕裂等情况时系统及时报警并停机。
2.2.5报表及打印功能
系统能实现各种监控参数,如历史数据、报警记录以及系统历史运行状况的报表自动生成;各种监控参数的指定区段数据打印;各种监控参数的报表打印:异常状态及控制行为的报表打印。
2.3主运输皮带组态监控系统的实现
由PLC和各种传感器及电压、电流测量电路完成现场数据的采集、处理及程序控制。上位机通过MCGS组态软件实现组态,组态软件能给现场及远程操作者提供简洁、丰富多彩的画面显示及设备状态运行信息,完全可以满足功能要求。来自现场的过程参数(压力、电流等1经过变送器测量变送后变为4~20mA的标准仪表信号,经电缆传送至PLC,经模数转换后变为数字信号。然后,通过以太网传送给上位机组态软件,在已经编写好的组态界面上显示。在本系统中,根据需要共开发了5个界面,包括系统运行监控主界面(包含系统所有菜单和所有数据的实时显示);历史和实时趋势曲线;历史数据以系统运行状态统计报表;参数设置界面(包括系统工作参数设置和报警参数设置);报警界面。为了加强系统的安全性,系统还为不同的用户设置了相应的权限。通过主菜单界面可以调用不同的界面,也可根据需要在参数设置界面中改变设定值。
3结束语
随着智能控制的不断发展和在工业生产中应用的不断加深,煤矿主运输皮带智能控制将会越来越成熟,煤矿井下主运输皮带关键零部件性能相安全可靠性会越来越高。同时,主运输皮带的运输能力也会有很大提高,并且运行会更加稳定可靠。由于煤矿井下以及现场地质构造差异的不同,将会研制出一些适应复杂环境的特殊机型,从而使煤矿生产的效率越来越高,安全性越来越好。
本文源于网络转载,如有侵权,请联系删除
 ×
×



