

来源:网络转载更新时间:2021-06-09 14:05:13点击次数:4583次
随着大米加工业的规模化发展,过去传统的继电器手动电气控制系统已经无法适应现代精米加工企业的需求,而逐渐取而代之的生产线上的计算机自动化控制系统,也越来越不能满足企业的要求,在此基础之上的生产管理系统是企业目前提出的更高的要求,而这些需求综合起来恰好构成了集散系统的基本模型。在大米加工生产线中,大部分设备的控制均为逻辑顺序控制,而这正是PLC的优势所在。目前大多采用PLC作为数据采集和控制装置,而上位机的监控和管理则在通用的组态软件下设计完成,由此构成的小型集散系统在国内大米加工业中得到了广泛的应用。笔者参与设计的荆门某日产300t的大米生产线是湖北省内较大规模的大米加工厂,电气控制系统功能完善,且具有三级冗余。本文以该厂为例,从电气系统结构与控制方案、PLC生产流程控制和计算机监控管理3个方面给出了较为全面的分析和论述。
1系统构成与控制方案
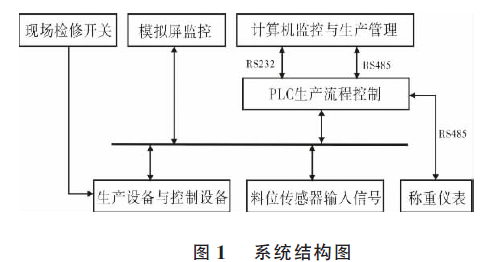
把米厂的电气控制系统分为4大部分:现场设备检修控制部分、模拟屏控制与监控部分、计算机监控与生产管理部分和PLC生产流程控制部分,如图1所示。
现场设备检修部分主要用于设备故障检修。为了工人检修的安全,在对设备所有控制中,它是一套独立控制的电气系统,对设备的控制属于最高级别。模拟屏控制与监控部分是也是独立于计算机的监控系统,它可以最为直观地显示设备状态和控制设备。PLC生产流程控制部分是自动化控制的核心部分,主要是根据生产工艺的要求分段实现设备顺序启停,故障处理和数据采集;计算机监控是通过组态监控软件在计算机上控制和显示设备运行状态,并对产量、电耗进行统计管理。
在图1中,我们注意到,对设备的控制来源于3个地方,即现场检修开关、模拟屏和计算机,三者之间的控制关系可以通过两级三档旋钮来实现。第一级是在每个设备旁边都安装一个3档旋钮,称之为机旁检修开关:中间为选择设备停止运行,左边为选择中央控制室控制,右边为选择设备现场运行;第二级选择一般安置在中央控制室中的模拟屏上,它是在机旁检修开关置于中央控制室选择情况下的一个第二级三档选择。通过三档旋钮开关:左边为模拟屏手动,右边为计算机自动控制,中间为停止状态。这样实际构成了三级冗余系统。当计算机或者PLC故障时候可以通过模拟屏上实现纯手动控制,即使万一模拟屏有故障了,还有检修开关可以备用。实际在许多米厂的自动化控制设计中,出于成本考虑,往往省略了模拟屏上的手动控制功能,模拟屏仅作为大屏幕的监控使用。
2PLC生产流程控制
按照米厂的工艺流程,一般可以分为预清理、清理、垄谷、碾米和抛光色选打包5个工段。通俗地解释这几个工段的功能分别为:预清理工段,初步筛出稻谷中的石头、绳索、稻杆等杂物,然后送入原粮仓储存,以备加工;清理段,进一步清除稻谷中的各种小杂物,例如石头、铁等;砻谷段,将稻谷的外壳与大米分离;碾米段;为已经去掉谷壳的稻谷加水反复碾磨以获得口感更好、更白的大米;抛光色选打包段,顾名思义是为了获得光泽度更好的大米继续加水抛光,然后用色选机将颜色不好的大米去除,最后包装。
2.1数据采集与输出控制部分
2.1.1输入数据采集
根据控制程序的要求,PLC需要采集的所有设备的运行状态数据。在生产线中设备可以分为3类:
①主机设备,包括运输设备,如提升机、皮带机;清理与加工设备,如初清筛、振动筛、去石机、重力筛、砻谷机、碾米机、抛光机、色选机和分级筛等;风网设备,如风机、关风器。这里可取接触器的辅助触点信号入PLC;②控制设备,包括闸门和三通,其主要用途是控制物料走向,闸门的位置信号一般均有2个,左到位和右到位,出于成本考虑,也可以只取一个信号入PLC,而三通必须取2个信号;③计量包装设备,包括流量秤、包装秤和电能表,其中流量秤和包装秤一般有485通信接口,通过通信协议可以采集内部定义的各种数据。这里在PLC中安装了485模块CP1W-11用来读取这些电子秤的数据。电能表有普通的脉冲计数方式的或者是有485接口的,在这里采用的是普通的脉冲计数方式,这样仅需要PLC的一个输入点就能完成电量的读取。
另外,在生产线中不同的设备之间以及部分设备入口处往往设计了有许多缓冲仓,其作用主要是为了防止物料在加工运输过程中出现堵塞或者是用于保护设备以及保证加工品质等用途,因此需要检查缓冲仓内部物料的高度,这里采用电容式接近开关取得料位高度送入PLC。最后还有一类输入信号为不同工段的选择开关以及急停等开关旋钮输入信号也需要送入PLC。
2.1.2输出控制
输出控制主要针对的是加工设备以及控制设备,每台均需要一个输出驱动控制信号,它相对输入信号来说比较单一。
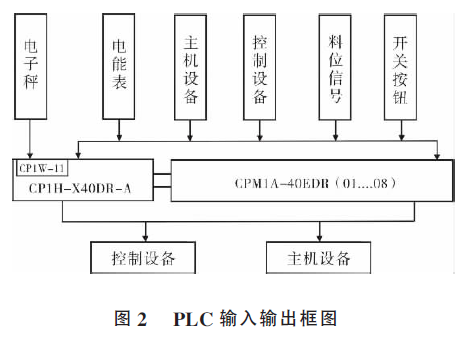
在本例中,根据上述分析,需要的PLC的输入点约为180个,输出点约120个,总共约300个。采用欧姆龙小型PLC(CP1H-X40DR-A)和扩展模块
(CPM1A-40EDR),该PLC最大可以带8个模块,满足需求,还多一个模块备用。图2给出输入输出信号示意图。
2.2系统程序设计
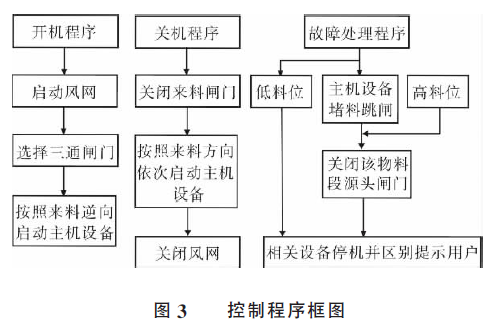
按照米厂的加工工艺要求以及生产管理的数据需求,PLC的程序包括2部分,第一部分为顺序逻辑控制部分,它包括每个工段设备顺序启停和故障处理程序,每个工段的编程结构基本相同。对于设备启停程序,主要要求启动时首先启动风网,同时根据物料走向选择相应的闸门和三通,再按照来料的反方向依次启动主机设备,在启动过程中,当碰到某些缓冲仓出现高料位或者低料位时需要等待料位到达希望的位置才能启动相关设备。而停机程序基本和开机程序相反,是首先关闭来料闸门,然后依照来料方向依次关闭主机设备,这里注意关闭设备之间需要有一定的时间间隔,以便物料走空,最后关闭风网。故障处理程序总的原则主要是避免堵料,这是自动化控制程序的核心部分。故障源包括3类,若为低料位应停止相应设备,当物料走得不顺畅会出现高料位和主机设备跳闸,此时应该关闭物料的来源,以避免堵料,然后停止相关设备的运行。所有这些故障出现后,都应该报警提示。具体见图3。
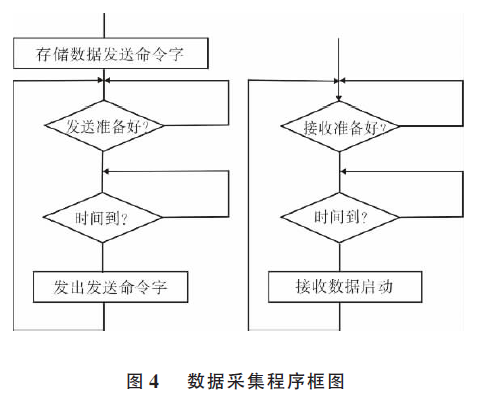
程序的第二部分主要根据流量秤和包装秤的通信协议,采集和处理数据。在本系统中,有一台流量秤,两台包装秤。根据生产管理系统的要求,需要读取流量秤的瞬时流量、两台包装秤的瞬时流量和累计流量,一共5个量。通过485网络将仪表连接起来,将不同的秤的地址分别设置为00,01,02号,通过地址来辨别设备,具体发送命令时采用分时的方法,每隔3s发送1个控制命令字。在欧姆龙CP1H中有两种485通信模式,一种是专用的模块,一种是串行通信板,由于这里设备比较单一,因此采用串行通信板,通过无协议模式通信。具体操作是由TXD发送指令和接受指令RXD指令来完成。其中TXD有3个参数:S表示发送数据的第一个存储单元的地址;C为控制字数据;N为发送字节数。接受指令RXD同样是3个参数:D为接受数据的第一个存储单元的地址;C是控制字数据;N为保存的数据字节数。配合这两条指令,在辅助寄存器位为发送准备好,或者接受准备好的情况下可启动指令运行,实现数据采集。其程序流程图如图4。
3计算机监控与生产管理部分
目前流行的组态软件很多,国产的有组态王、昆仑通态等,国外的软件有Intouch,Wincc等。国内的软件相对功能较弱,图形功能也比较弱。从综合性价比以及成本上考虑,选择组态王6.52版。在组态设计上,分为两个部分,一部分是设备状态监控,将整个生产线分成了4个部分,两屏显示。这些画面和模拟屏的基本相同,就是生产工艺流程图,图中的每台设备上都添加了指示灯,用来显示生产设备的状态,绿色表示运行,红色表示停止,闪烁表示故障。另外每个画面添加了该工段的启停和急停旋钮。
第二部分是生产管理系统,它包括显示界面、报表系统和故障信息记录系统。这3个部分基本都是用组态王的报表功能来实现的。在本设计中创建了两个报表,一个报表用来记录和显示流量秤,包装秤的瞬时流量、累计流量、电能表的累计耗电量以及当班的数据。这里特别设置了一个当班记录按钮,用于记录当班的产量和耗电量。当工人上班后,启动当班记录按钮后,就开始对当班的产量和电能做记录;当班结束时,可以打印当前班次的产量和电耗。当然也可以按照用户不同的要求显示和打印生产班次或者不同时间段的生产报表,例如按月或者年来选择打印报表。另外一个报表是用来记录故障状况,这里包括高料位、低料位和主机设备跳闸的时间,一旦出现故障该报表会立刻在主屏幕上显示出来。
4小结
基于PLC和组态软件的小型集散系统在荆门某米厂投入使用1年多,运行稳定,取得了良好的效果。随着大米加工行业不断的朝着大规模的方向发展,此类应用方案将得到更为广泛的采纳。
本文源于网络转载,如有侵权,请联系删除
 ×
×



