

来源:网络转载更新时间:2021-06-09 11:44:42点击次数:3099次
1概 述
小包装的称重包装是食品、种子和化工等行业生产中的重要生产环节。称量包装的准确与否将直接影响到企业的信誉和经济效益。过去采用机械称量、人工装袋,劳动强度大、速度慢、精度低。近年来,采用电子称量装置虽然可使其静态称量精度大大提高,但在各类连续称量生产过程中,其动态精度仍不能保证。因此,在快速自动称量中如何提高动态称量精度,一直是计量包装企业急需解决的难题。
本文作者针对称量装置在应用于自动化连续生产的动态过程中出现的精度低、重复性差、易受干扰和功能单一等不足,为了与连续的计量生产过程相适应,实现包装生产的全部自动化,通过应用PLC作为动态称量包装测控设备,在硬件和软件设计中采用了一些措施和动态控制方法,较好地兼顾了称量速度与精度的矛盾,实现了称量包装自动化生产中动态称重的高精度计量,并提出了满足特殊形状物料输送的多功能解决办法。
2研究目标
(1)称量范围:50g~500g(双传感器)
(2)称量精度:±0.3%
(3)可重复性:±0.2%
(4)供料级数:三级(带料厚控制机构)
(5)采样速率:≤15次/秒
(6)设定内容:理论重量,主供料停振值,允许误差范围,过冲量的设定与自动修正
(7)输出控制:一级供料、二级供料、三级供料、存储机构、卸料机构、挡板机构等
(8)传感器电源:DC10v
(9)零位及满度:可调
(10)自动去皮、超载报警、超差指示、重量LCD显示、自动反馈和校正功能。
3电子自动包装秤的组成和工作原理
电子自动包装秤通常由机械装置和电气控制系统两大部分组成,其主要组成有:
机械装置主要包括:提升系统、储料仓、闸门、三级供料机构、理料机构、称量斗、开斗机构、出料口等。
电气控制系统主要包括:称重传感器、放大器、PLC、料位检测、料层厚度检测、电磁振动系统及电动执行器等,如图1。
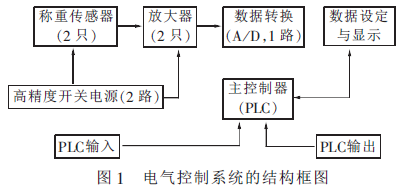
电气控制系统以PLC为核心,配以称重传感器、变送器、各种电动执行器和机械装置,实现物料的动态在线称重计量和包装工作。
提升机构将物料提升至储料仓,物料通过储料仓下的可移动闸门进入电磁供料系统,由三级供料机构将物料连续地送至称料斗内,为使供料均匀,除了必须使电磁振动稳定可调,同时还应增加料层控制机构,在提高供料速度和计量精度的双重要求下,供料机构必须设计成能满足开始为大流量供料,在接近设定值时,采用小流量供料的结构。物料进入称斗后,称斗的重量信号直接由称重传感器转换成与之对应的电压信号,经放大器把该电压信号放大后送入PLC中进行数据处理,当达到预定值时,PLC控制停止下料,然后PLC控制打开称斗,并控制自动包装(或输送)设备联锁工作。于是,就完成了一次物料称量包装(或输送)的自动化过程。
4关键技术措施
4.1提高动态称重精度的硬件措施
通过上述称量过程的描述分析可知,影响称重静态精度来源于传感器和放大器组成的硬件系统,如图2所示。
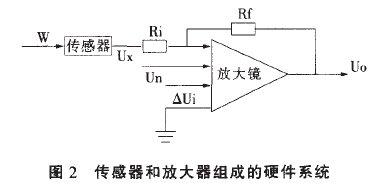
该系统通过传感器将物料重量W变换为成线性关系的电压信号Ux,并通过放大器进行放大。图2中Un表示等效到放大器输入端的噪声和干扰电压,AUi表示等效到输入端的漂移电压。设放大器的放大倍数为A,则Uo=A(Ux+Un+ΔUi)=AUx+AUn+A*ΔUi式中的第2项主要影响灵敏度,第三项主要影响系统的精度。
(1)影响传感器的因素及解决办法
传感器输出信号的稳定性除决定传感器本身的性能外,还与供电电源和传感器的安装有密切关系。本系统采用PT1500(1.5KG)两只高精度称重传感器,每只传感器单独供电,通过调节其桥路电压使两只传感器的输出灵敏度K相同,两只传感器串联输出的电压为Ux:=K(E1+E2)。为了提高每个传感器供桥电源的稳定性采用二次稳压,并对元器件进行老化、测试后选配,特别是对基准稳压管的老化处理和时漂测试,选择时漂小的通过调节其工作电流使其工作在接近零温度系数(<2ppm/℃)下,使整个传感器电源的温度稳定性优于10ppm/℃。两只称重传感器安装在称斗和底座之间。如果传感器承受的重量与传感器轴线存在夹角,则将产生横向分力而引入误差ΔW=W-Wcosα,这对于每次称重=500g,在称斗皮重为1KG的情况下,即两只1500g的传感器实际总荷重为1500g。当α=5°时,称重误差就为5.71g。因此,安装传感器时应设法确保传感器都能垂直受力。
(2)影响系统灵敏度的因素及解决办法
影响系统灵敏度的主要因素是检测电路的内部噪声和外部干扰电压Un,它与放大器所工作的频带有关。在实验中,通过选择低噪声器件,在满足采集速度所需足够宽的频带的前提下,通过选配电阻来提高放大电路本身的共模抑制能力,整个检测系统采用双层屏蔽,采样时间选为工频周期整数倍等项措施,使整个系统获得了能分辨0.5g重量的灵敏度。
(3)影响准确度的主要因素及解决办法
影响准确度的主要因素是整个检测系统的非线性和漂移AUi。其中系统的非线性,在选配元器件校正的基础上,采用了软件修正;而对于随温度和时间产生的漂移电压AUi,主要采用元器件的老化、测试与分选工艺,筛选掉时漂大的,然后选配温度系数进行补偿,使整个系统的静态精度达到了0.1%,为实现动态系统中的较好的称量精度奠定了基础。
(4)对特殊条状物料供料机构的解决办法本系统还针对条状物料的称重提出了解决
办法,其主要难点是供料时易乱、易搭桥,因此作者经实验提出了以振动、舍去、整理与重投相结合的一种新型供料方法(图略),即:料层稳定的物料首选为振动工作方式,料层开始堆积的则进行"舍去",舍去后的物料先进理料机构,整理后的物料再重新投入进料仓。经实验论证效果较好。
4.2.提高动态称重精度的软件措施
影响动态称重精度的主要因素是被称物料的比重、不均匀度、流量和落差的大小,它受进料仓的料位、电磁振动的大小、料层控制机构、称料斗的安装位置等多重因素影响。因此,改进控制思路,借鉴静态称量精度高的特点是提高动态计量精度的关键。为此,我们对应采取了控制进料仓的料位,利用三级电磁振动的供料机构,增加料层控制闸板及减少传感器安装的落差距离等措施,采用"先快后慢,先大量后小量"的控制下料方式。控制过程为:w0为称量前PLC所采集的称斗皮重;由此PLC按照每包计量净重量的85%、95%和100%算出快速下料的终了值w1、慢速下料终了值w2和称量终了值w3。其控制过程可以这样简单说明:在下料开始的一段时间,PLC控制电磁振动机构快速下料,当检测达到快速下料的终了值w1时,PLC控制电磁振动机构开始慢速下料;当检测达到慢速下料的终了值w2时,PLC控制电磁振动机构开始"点动"下料,直到达到或接近期望值wx时为止。
按照上述思路,通过编写全动态控制加料的快、慢速供料和点动下料的软件模块;以及为消除空中落料对称量精度的影响,所编写的自动寻找提前停机量的软件模块等软件措施,充分保证了整个称量系统的软件功能。
(1)系统控制主程序;
(2)理料控制程序;
(3)初始化子程序;
(4)模拟量采样与滤波子程序;
(5)落差及过冲量补偿子程序;
(6)去皮子程序;
(7)零点自动跟踪子程序;
(8)量程切换设定及显示程序;
(9)重量设定与显示程序;
(10)允许误差的设定程序;
(11)自动合格性判断及计数程序等;
5结 论
采用PLC控制进行物料称重包装,具有结构简单、计量准确、工作可靠的特点,较好地兼顾了动态称重计量的精度和速度,满足了在线快速动态重量计量的要求,另外在满足异形物料生产厂家称量要求的前提下,同时保证了系统具有较高的精度、较快的速度和极高的可靠性,提高了劳动效率和卫生要求,降低了劳动强度和生产成本,同时由于装置成本较低,使其具有较高的推广使用价值。
本文源于网络转载,如有侵权,请联系删除
 ×
×



