

来源:网络转载更新时间:2021-04-25 14:33:24点击次数:4028次
1主电机控制
1.1主电机控制的主要控制原理
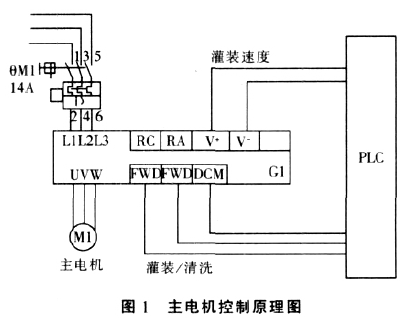
主电机主要是通过变频器控制,其控制原理框图如图1所示,从图1可以看出,主电机有灌装和清洗两个运行速度,灌装速度通过PLC中的模拟输出模块控制,清洗速度由变频器参数设定,运行模式由PLC给出。
1.2主电机的主要控制要求
在变频器中设置最高转速,第2转速(清洗速度)等变频器的必要参数。在人机界面上设置主电机运行页面,包括运行状态(灌装/清洗)、主机开、关,灌装速度,产量计数。主电机的运行受开机按钮、关机按钮和人机界面设置按钮的双重控制。
1.3旋转编码器的选择
选用增量型编码器,分辨率为300,通过A、B项加Z项复位计数,对于24头灌装机,计数数据进行双倍频处理,计数25为一个灌装回转工位周期。
1.4设备零位和绝对零位
对于旋转编码器,每旋转一周,给PLC发送300个脉冲,通过Z相发给PLC一个复位信号,使PLC中高速计数器从1计到300后复位,我们把300称之为绝对计数零位。
对于每台灌装机,把1号灌装阀对准入瓶口,计数器复位开始计数称之为设备计数零位。在实际控制中,由于编码器安装的位置是一个变数,因此,不同的设备,绝对计数零位不同。对于每一台设备,需要进行设备零位的设置。
1.5设备零位的寻找和设定
点动设备,使1号阀对准入瓶口,将高速计数器C的数据传入寄存器C1中,寄存器C2=300-C1,寄存器C3=C-C1(C≥C1)或C3=C2+C(C<
C1),C=C1时,C3=0为设备零位,C3随着C的变化,从1到300周期性的变化,寄存器C3即为设备运行周期寄存器。建议将C3的数据显示在人机界面上,设备运行、调试比较直观。
2称重控制器的定量控制方案
如图2所示,是两组利用称重控制器称重计量的控制原理图。采用称重控制器控制各个灌装阀的灌装,对于回转运动的灌装料缸、灌装阀、称重平台等的接线简化了难度。
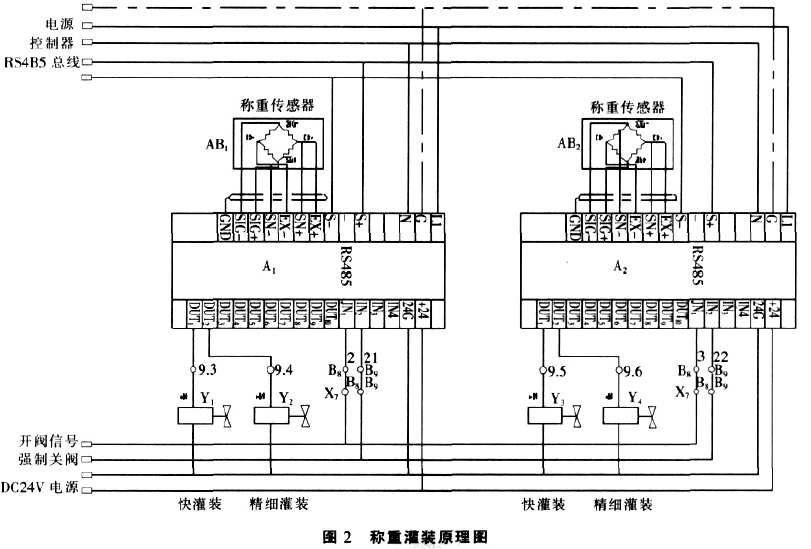
图中AB1为控制器A1的称重传感器,Y1为对应灌装阀的快速开阀灌装电磁阀,Y2为对应灌装阀的慢速开阀灌装电磁阀,IN1开始灌装信号(脉冲),IN2为强制关灌装阀信号(脉冲)。它们组成一个完整的控制系统。通过RS485对控制器进行参数设置、配方选择等。
2.1碳刷滑环的设计要求及接线方法
灌装料缸、灌装阀、称重平台等是回转运动,灌装称重过程均在回转运动中完成,根据图2所示,控制器的控制信号线、电源线要通过碳刷滑环连接。
碳刷滑环的碳刷引线,如表1所示,碳刷引线共9根,其中B1、B2为控制器A1、A2等的供电电源,B3、B4为灌装开阀汽缸提供DC24V电源,B5为控制器A1、A2等提供开阀信号,B6为控制器A1、A2等提供强制关阀信号,B7为备用,B8、B9是RS485的连线。
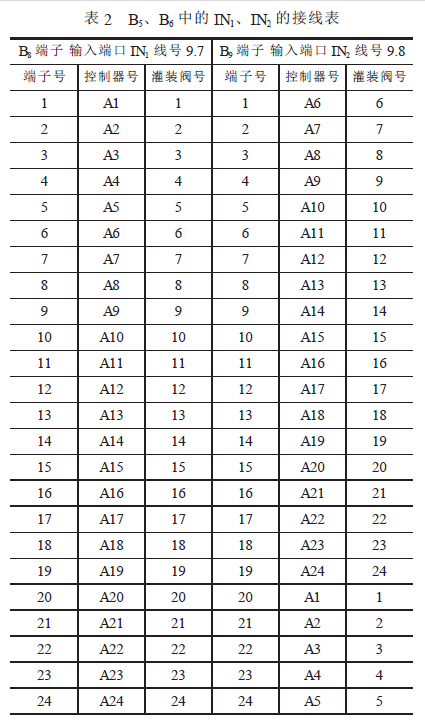
分段滑环解决简化接线问题,由于灌装机有24个灌装头,因此,输入信号需要48个,利用分段滑环B5、B6等份为24段,结构示意图如图3所示,分别接在24个控制器的IN1和IN2上,进行灌装开阀和强制关阀。
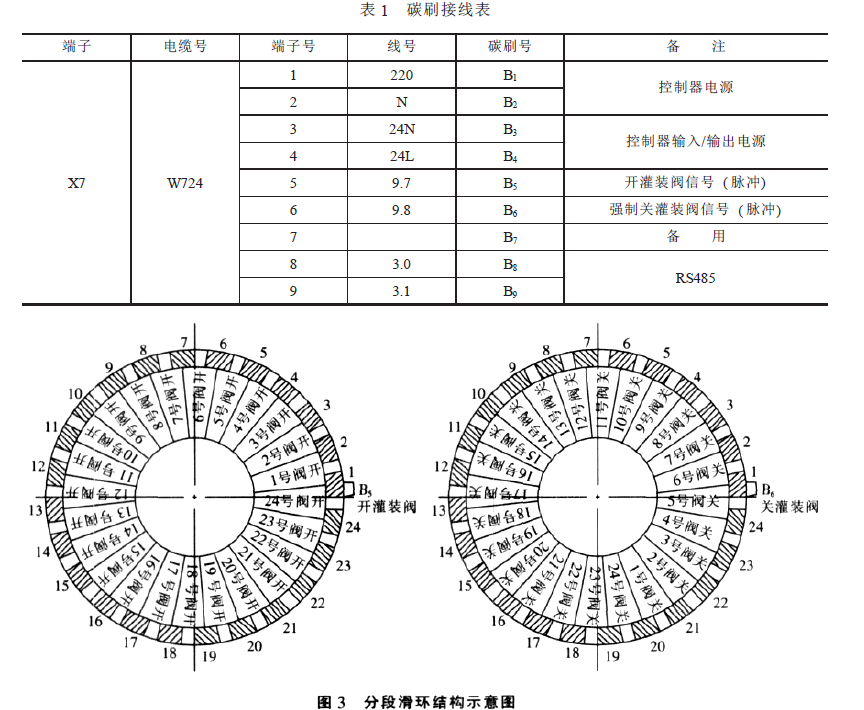
值得注意的是,滑环导体之间的间隔距离必须大于碳刷宽度,否则,无法将信号分开。通过表1和表2的接线,巧妙的解决和简化了控制器的接线问题。
2.2控制器的要求
称重控制器必须具有很强的抗干扰、抗震动能力,提供一种常用的通讯协议。自动零位跟踪、上电自动清零、取皮。对控制器的所有参数、配方参数和配方选择,快/慢加料及快加料百分比设定等能通过上位机调整。输入IN1定义为灌装开阀开始脉冲信号(PNP),该信号的输入,自动取皮称量,开始快加料(Out1=1、Out2=
0),达到设定百分比后慢加料(Out2=1、Out1=
0),达到定量后,关阀(Out2=0、Out1=0),如果在未达到设定量,IN2有信号,关阀(Out2=0、Out1=0)并报警,上传到PLC。在人机界面上设定,通过PLC控制,从RS485总线发送信号,对任何灌装阀进行开阀和关阀,手动定量灌装功能,对任意一个灌装阀进行称重定量灌装。
2.3称重的控制
机器运行周期,前面讲过,灌装机每旋转一周,编码器计数600个,每个工位25个数,即为一个机器运行工位周期。
根据PLC的编程指令,高速计数器的值等于24个数据范围,对中间寄存器输值,这个中间计存器便产生周期性变化。如:10+K×25≤C0≤15+K×25(K=0,23)成立,令M0=1,M0在程序运行中,随着C0的变化周期性的规律变化。灌装的控制,检测到一个瓶子进来,根据机器周期移位n位,n为检测瓶子到灌装初位的工位数。根据第n位的状态,通过PLC的DO1进行输出,控制无瓶不开阀。只要机器运行,通过DO2输出强制关灌装阀。
2.4称重控制器的调试方法
控制器的参数设置,对于每一个控制器,均要进行参数设置,包括控制器地址、常用称重量,程、快开阀比例值等参数的设置,通信功能的调试。建立称重测试实验台,利用灌装阀、称重托瓶机构建立称重测试实验台,对每一个控制器进行测试,调试到满意的效果后上机调试,降低上机调试难度,提高整机调试速度。
上机静态调试,通过通讯总线,在机器停止情况下,对每一个灌装阀进行定量灌装调试,调试出快开阀、量程参数,记录数据。上机动态调试,动态上机调试是称重调试的最后一步,必须在前三步调试完成后进行。
2.5灌装罐内残留物料的回收
灌装结束后,灌装罐内有剩余的残留物料,清洗之前进行回收,减少浪费和环境的污染。在灌装称重画面,设置物料回收按钮,选择该按钮后,回收槽汽缸动作,灌装入口不再进瓶,液位控制关闭,进料阀关闭。PLC根据旋转编码器的运行位置,判断灌装阀的开闭状态,通过总线传送给控制器进行开和关灌装阀。
3PLC进行称重定量的控制方案
如图4所示,PLC为控制核心,称重传感器通过放大器将信号转换成4-20mA的标准信号,经过PLC处理,控制灌装阀的快灌装和慢灌装,达到称重控制灌装。本方案的主要缺点是PLC处理的数据量比较大,要求PLC运行速度、A/D转换模块精度采样周期高,对于一台设备,需要双PLC控制,软件编程工作量大,优点是接线简单。
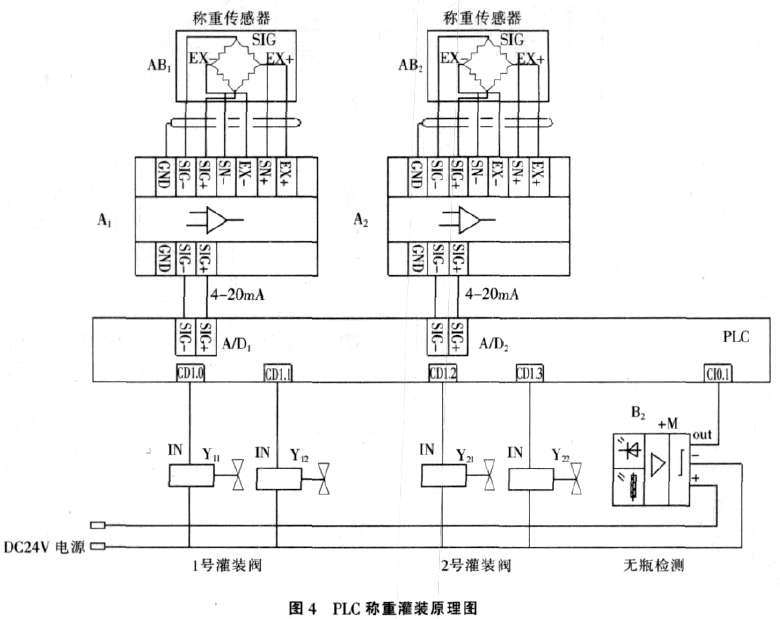
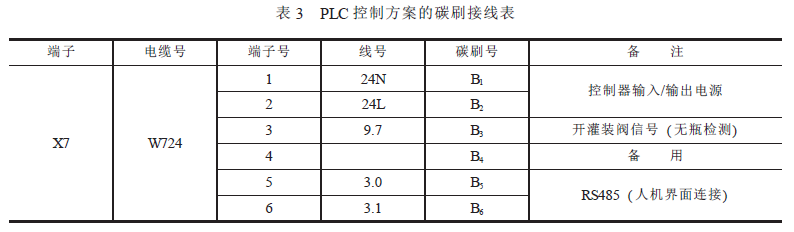
碳刷滑环的设计要求及接线方法相对控制器方案比较简单,如表3所示,碳刷滑环的碳刷引线共6根,其中B1、B2为PLC等的DC24V供电电源,B3为无瓶检测信号,B4为备用,B5、B6是PLC与人机界面的RS485通讯连线。
4灌装机液位控制(灌装过程)
4.1灌装机液位控制原理
在灌装过程中,料缸液位的稳定,可以提高灌装称重定量的精度。液位探测器采用电容式直杆连续检测和限位探头。含有抗冷凝屏蔽管,对物料粘结补偿能力,使探头在粘结严重场合下亦能维持稳定,精确的开关点,无需对其进行清洗或重复标定等优点。
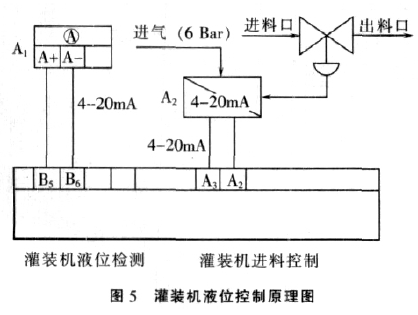
控制器采用模拟量输入输出模块,其原理如图5所示,物料进料控制采用气动薄膜阀,通过气电转换器A2控制物料的进量。
4.2液位控制要求
在人机界面上建立液位探测器的参数设置画面,设置液位探测器上下限位值,设置值、测量值。模拟量输入输出模块的参数表,PID调节设置参数,电流输出显示,采样次数,输出频率等的设置,根据该模块的技术数据的要求进行编程。
5结束语
称重式定量灌装是一个发展方向和趋势,称重控制是一个完整复杂的控制系统,对于各种回转式灌装机的称重控制有不同的要求,不是一篇两篇文章能够解决的,在具体的实现中,需要解决很多实际出现的问题,本文只是对控制原理进行了论述,仅供参考。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



