

来源:网络转载更新时间:2021-04-23 11:33:09点击次数:3090次
一、前言
随着称重传感器和称重智能仪表技术的发展,电子称量技术已越来越多的应用于生产过程之中,尤其是称重配料系统之中,为配料系统的自动化奠定了基础。
配料系统的控制与管理,通常有二种实现方法:其一,采用专用的配料控制器;其二,釆用计算机和PLC控制技术。前者一般需进口,价格较高,使用范围一般是限于某一类型的配料场合,并只能配接与其同一系列的称重仪表,其优点是软件编程简捷方便,容易掌握,设计周期短;而后者投资少,可通过不同的软件设计和硬件配置来适用于各种配料场合,通用性好,比较符合我国国情,易于推广,可广泛应用于化工、建材、冶金、饲料等行业称重配料系统的自动化控制。
根据配料工艺和现场要求,配料系统一般分为单秤多料和多秤多料二种方式。本文仅以多秤多料配料系统为例,介绍一种配料控制系统的实现方法。
二、多秤多料配料系统
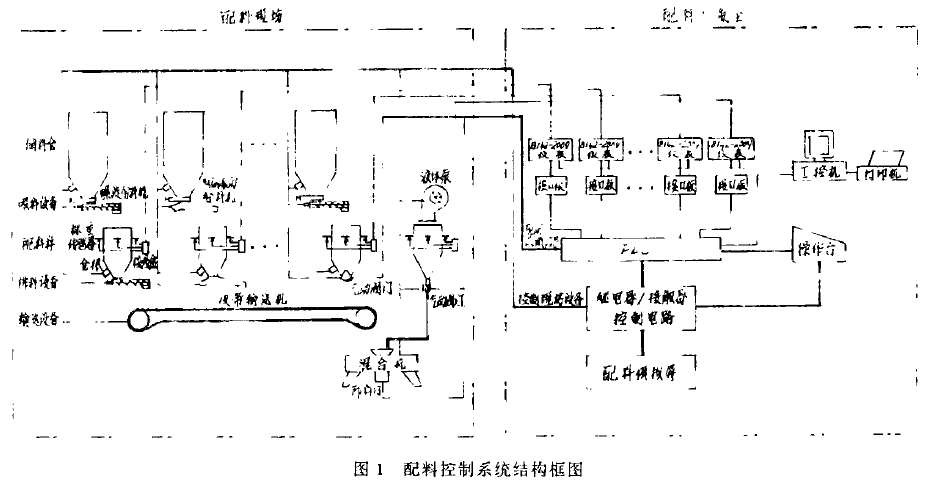
图1所示的称重配料系统是一典型的多秤多料配料系统。在配料生产线的最上方,有一排多个储料仓,每个储料仓(均装有某一种料)下方均对应配置一台全电子配料秤,在其下方则是物料输送机构(如皮带输送机),再往下就是混料机(或装料车等),在配料秤上方与储料仓连接处装有喂料机构,而在其下方则装有排料机构。喂料、排料机构的选型视物料特性和称量控制方式而定,一般颗料状或块状料选用电磁振动给料机,粉状料选用螺旋给料机,液料选用气动阀门。当然,还有与它一些形式的喂排料机构,在此就不一一成举。
根据各种物料的不同特性,系统可相应釆用增量法(称入法)或减量法(称岀法)这二种称量控制方式。增量法是通过喂料机构把物料送入空的配料秤斗内,直至达到预定的重量(配方值)为止,然后通过排料机构把秤斗内的物料简单地排至生产过程中,直至空秤;减量法则是在配料开始时先将物料装满配料秤斗,并使用已装满料的秤斗去皮重到零,这样排料时秤的读数(负值)便是减少的重量。当排入生产过程中的物料达到预定的重量(配方值)肘,就关闭排料机构,停上排料。所以,对于一般粘滞性大、流动性差的物料,应采用减量法,这样就能消除因秤斗粘料而影响配料植度的情况,同时也能避免物料堆积和迸溅现象;而对于流动性好的物料,则可釆用增量法。
各种物料在配料秤斗内计量完毕之后,将根据工艺要求,按指定的排料先后次序,把料排至皮带输送机等输送机构,最后由输送机把料送入混料机内进行混合,这样一个周期的配料过程即算完成。
另外,在配料系统中,还要根据实际情况配置一些附加装置,以保证系统的精度和可靠性。比如,在储料仓和秤斗仓壁上安装振动器,以防止粘料和“搭拱”,在储料仓和秤斗内安装料位计,以防物料谥出;在喂料、排料机构中以及混料机卸料口等处装置行程开关,用于向控制系统反馈其状态等。
三、配料系统硬件结构
系统的硬件结构如图1所示。
1.电子称量部分
每台配料秤配有三只拉式称重传感器,一个传感器接线盒和一台8142-2009智能称重仪表(配置一块预置点光电隔离接口板)。
8142-2009是一种增强型双显智能称重仪表,具有预置点输出功能。它将来自于称重传感器的模拟信号转换为重量数据信号后,与其内部的预置点设定值(配方值)进行比较,再根据比较结果对各预置点的输出状态进行控制。然后,预置点光电隔离接口板将这些预置点输岀状态转换成继电器触点形式,提供给PLC作配料控制用。
该称重仪表还具有双向计算机通讯接口,可与上位计算机进行串行数据通讯。其通讯方式为RS485二线方式,抗干扰性能强,传输距离可达L2km,特别适用于工业控制场合。每台仪表可以寻址,最多八台仪表可联到计算机的一个RS485串行通讯口上。
2.配料控制部分
该部分包括PLC、继电器/接触器控制电路、控制操作台和配料模拟屏。PLC和继电器/接触器控制电路均安装在控制柜内。
PLC是整个配料控制部分的核心。作为新型的机电一体化器件,PLC在工业自动化领域正日益得到推广应用。它用软件来替代硬件电路,不但可简化电路结构,降低造价,提高系统的长期可靠性,而且还可通过软件编程能较方便地实现各种复杂的功能要求。
根据配料系统控制规模的大小,PLC可选用整体式或模块式。通常,每台配料秤要占用PLC的I/O点数为20〜30,据此推算,再加上物料输送部分和其它外围设备控制所需的I/O点数,就可确定岀所需配置的PLC类型和点数。
大部分配料系统的规模都是控制十台以下的配料秤,可选用日本三菱MELSECFX2可编程控制器。该系列PLC是三菱F系列PLC的新品秤,它是一种小型、高性能整体式PLC,其基本单元I/O从16点到128点,可扩展到256点。它具有价廉物美、功能俱全、指令丰富、运行速度快、编程方便等优点,而且其基本单元上编程器接口直接就是RS422串行接口,不需外加通讯模块就可方便地与计算机连接进行软件编程;计算机也可通过此接口对PLC予以在线监控。
对于少数控制十台以上配料秤的配料系统,可选用日本三菱A系列模块式大型PLC,其控制I/O点数最多可达2048。
3.配料管理部分
本部分包括一台PC总线工控机(配RS422/RS485通讯卡)和一台24针打印机。可以采用以下配置:一台台湾研华公司生产的PC总线工控机IPC-610386/33或486/33/50/66、一台14”彩色显示器、一个标准键盘(带键盘防尘保护膜)和一台日本EPSON-LQ-1600K打印机。此外,由于计算机与称重智能仪表之间、计算机与PLC之间的串行数据通讯均采用RS422/RS485通讯方式,所以在计算机中还配置了一个或几个研华PCL-745RS422/RS485双通道通讯卡。每个通道可管理八台8142-2009仪表或一台PLC。
由于工业控制场合的环境于件比较恶劣,一般商用计算机无法承受,所以就必须采用工业控制计算机作为上位机进行配料管理。PC总线工控机以其兼容性好、价格低、很高的性能价格比,目前在我国工控机市场上已有很大的市场占有率,并有继续扩大之势。它具有IBMPC机的所有功能,是一种基于ISA工业标准结构的工业微机,取消了PC机的大母板,将其分成CP卡、功能卡等I小模块,电源改成为工业级电源,密封加固机箱,正压排风等,由其结构、电源和各模板设计就决定了它能承受振动、粉尘、电磁干扰和高低温等恶劣条件。
四、配料控制系统软件设计
配料控制系统软件包括控制软件和管理软件二大部分。
1.控制软件
它是根据配料工艺要求而编制的PLC软件。该软件根据称重智能仪表的预置点信号,控制操作台的按钮等操作信号,现场喂排料与输送等设备运行状态的反馈信号和计算机的控制信号等输入信号,再结合配料工艺.输出控制各配料秤的喂料/排料,并对配料生产线上的输送设备等其它设备进行控制;同时在配料过程中自动识别各种系统故障情况,输岀告警信号进行声光报警;另外,在配料过程中还输岀各种状态信号到配料模拟屏,以指示系统当前运行情况。
该软件的编制既可通过专用编程器以指令形式直接输入PLC的RAM或EEPROM中,也可在计算机上通过编程软件包编程后传送至PLC中。后者比前者具有无可比拟的优越性。如PLC选用三菱FX2系列(或三菱其它系列),可采用MELSECMEDOC通用编程软件包。该软件包运行于PC总线的各档计算机中,可对三菱Fl/F2、FX0/FX2和A系列PLC进行编程和监控。它可用梯形图(继电器逻辑)形式进行编程,非常直观易憧,具有实用的复制和高效的编辑功能,而且可保存于计算机磁盘中, 并可输出打印, 大大提高了编程效率。
2.管理软件
配料控制软件实现了通过计算机进行物料配方管理及配料实时数据的后台采集处理,并可汇总打印各种配料生产报表,这样就极大地方便了对配料生产的管理。
该软件采用模块设计,分为配方输入、配方计量、报表打印、参数设置、数据备份等功能模块。它允许系统操作员通过键盘输入和编辑配方数据及提前量、允差值等各种参数。这些数据均存储于计算机硬盘中,在需要配料工作时,将由计算机系统把指定的配方数据及参数发送到相应的8142-2009称重智能仪表。在配料过程中,计算机将实时采集配料数据并存储。一付料配完后,计算机自动打印料单,也可根据指定的时间范围打印配料数据报表和汇总报表。该软件还可对通讯口参数、秤号/料名、日期时间等系统参数进行设置,提高了系统的灵活性。此外,计算机由RS422串行通讯口与PLC进行数据通讯,通过向PLC发送控制命令和监控PLC运行状态来协调二者同步工作。
该软件用C语音编制,汉字菜单操作,采用仿WINDOWS图形窗口界面,屏幕显示风格新颖,明白易懂,操作方便。为适应配料系统的实时性要求,该软件通过后台采集、后台打印和多进程调度,实现了实时多任务功能,使数据采集、数据处理、报表打印、键盘操作、数据査询、数据备份、屏幕更新显示等多项任务可同时进行,避免了因打印报表无法进行数据采集和其它操作而造成的配料数据丢失和系统等待等弊病,这就大大加强了系统的实时性和实用性,提高了工作效率。
五、配料控制系统的主要功能特点
1.手动/自动控制功能
手动控制功能可在PLC不参与配料控制的情况下直接进行配料控制,这就为系统提供了灵活性和应急处理能力。
2.物料的单速/双速自动给料控制
根据配料精度要求和物料特性,给料可用单速或双速。
对于配料精度要求较高的物料,应采用快速/慢速双速控制给料,这样既加快了给料速度,又防止了配料中的“冲料"现象,提高了配料精度。
3.物料的预置点(配方)及提前量的输入和修改功能
预置点设定值(即配方)及提前量既可通过仪表键盘输入,也可由上位计算机设定。
4.系统运行状态显示
在配料过程中,系统的运行状态将由配料模拟屏上的指示灯进行模拟显示。
5.精确的配料误差检査功能
每一种物料的配料误差允许范围可通过仪表键盘输入,也可由上位计算机设定。这种功能保证了每一种物料的配料精度。
6.循环控制功能
该功能对于同一配方需连续配制多付料的配料工艺场合具有很大的优越性。系统操作员在设置好配方和配料份数之后,只需启动一次,系统即按此配方和配料份数进行连续自动配料。
7.声光告警功能
系统能对物料超差、喂料/排料超时和喂排料机构等配料设备故障进行声光告警。
8.断电重入功能
若在自动方式控制过程中因突然停电而使系统工作中止,那么等到供电恢复后再重新启动系统,可使系统从“断电处”开始继续配料工作。
9.联机/脱机选择功能
脱机方式可允许系统在无计算机参与配料管理的情况下进行配料。
10.计算机物料配方管理功能
可通过计算机进行配方输入、编辑和存储,并发送至称重智能仪表参与配料控制。
11.计算机自动校验输入数据
当系统操作员向计算机输入数据不正确时,计算机能自动校验这些数据,不接收错误数据,并鸣叫告警,这就避免了因不正确输入数据而造成的严重后果。
12.计算机告警功能
计算机自动检验操作错误和通讯故障等,以屏幕提示和鸣叫的形式予以告警。
13.计算机配料数据管理功能
计算机可自动釆集和存储物料配料称重数据,并进行数据处理和显示。
14.计算机实时监控功能
计算机可对系统工作状态进行实时监控,直观明了。
15.配料报表打印功能
计算机自动打印料单,并可选择打印配料报表和汇总报表。
六、结束语
本文所介绍的配料控制系统一例是将先进的电子称量技术与计算机和PLC控制技术融为一体,配料精度高,结构灵活,功能扩展性好,已先后成功地应用于国内一些企业的各种物料配料系统之中,值得推广。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



