

来源:网络转载更新时间:2021-04-22 17:13:58点击次数:2925次
1系统的主要功能及特点
1.1控制系统的主要功能
(1)监测功能:对皮带秤配料过程中的瞬时流量、累计流量、配料曲线等参数进行检测和监视;
(2)画面显示:通过计算机显示器可以直观地显示配料过程中有关控制参数、配料参数和运行状况;
(3)打印管理:可随时打印配料报表,仪表参数表,以便保存和查询;
(4)通讯功能:工控机与配料仪表之间可进行双向数据及信息交换,可以方便地在工控机上进行皮带秤调校和控制参数调整工作;
(5)数据处理:系统可自动对采集的信号进行运算处理,并输出PID控制电流和开关量信号;
(6)控制功能:根据操作前相应的设定值,自动控制设备的正常运行,包括PID调节,以控制瞬时流量的大小;
(7)报警功能:工控机以画面方式和声光信号方式对各种参数越限或设备状态异常进行报警。
1.2系统的主要特点
(1)在系统结构上采用集散控制系统,实现了“分散控制、集中管理”,克服了“危险集中”的问题;
配料控制器和工控机相对独立,具有自动、手动无扰切换功能。联机时,采用工控机优先的原则,彼此间按特定的协议互通信息,进行配料控制;脱机时,配料控制器可独立实现工艺过程控制,工控机此时可离线进行数据处理和日常管理工作;(3)由于采用PID调节,提高了系统的配
料精度和系统的稳定性,改善了操作员的工作环境;
(4)完善的报警系统,既可图象显示,又可声光报警,为系统的正常运行提供了可靠的保证。
2系统结构及工作原理
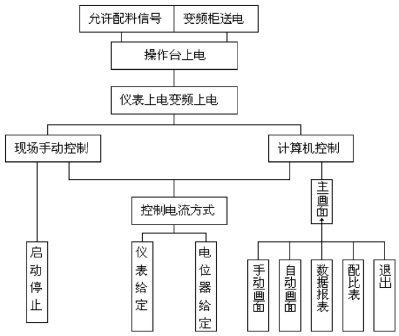
2.1控制系统总体构成原理框图如图1,主要有以下部分组成:
(1)工控机:对整个系统进行实时监控,参数调整、画面显示和报表打印;
(2)操作台:实现配料的自动和手动控制;(3)配料控制器:用于配料的PID调节及
瞬时流量和累计流量等参数的显示;也可单独进行手动、自动配料控制;
(4)控制柜:用于系统的供配电、逻辑控制和变频调速控制;
(5)现场操作箱:用于现场单台设备的启停和手动调速控制;
2.2系统分为自动控制和现场手动控制方式
现场手动控制:当有允许配料启动信号时,按下操作台上的系统启动按钮上电,把需要配料的皮带变频器上电,操作台上的旋钮开关置于手动位置。把现场操作箱控制方式开关转换到手动位置。按下现场手操箱上的启动按钮开始配料,调节调速电位器可控制配料的快慢,此时工控机只起监视作用,不参与控制;如图1所示。(2)自动控制方式:是通过工控机的自动控制画面来自动实现配料;本系统可根据实际情况,由一台工控机同时控制多台皮带秤,可适用于圆盘给料、螺旋给料和皮带拖料等多种配料方式。
3系统的硬件设计和应用
(1)系统配置:本控制系统选用研华610HP4工业控制计算机,进行整个生产过程的监控与管理。
(2)配料控制仪表:选用SA-201H配料控制器来实现物料的瞬时流量和累计量等的显示及PID调节,仪表配有RS485接口,通过RS232转RS485转换器(I7520)与工控机联接。
(3)园盘配料秤
SA-201H称重控制器通过配料秤架上的称重传感器检测物料重量,并与设定值进行比较,然后根据比较结果发送PID控制信号,该信号通过变频器对圆盘电机进行速度调节,使之达到定量给料的目的。
(4)拖拉式配料秤
SA-201H称重控制器通过配料秤架上的称重传感器及测速传感器检测物料重量,并与设定值进行比较,然后根据比较结果发送PID控制信号,该信号通过变频器对皮带配料秤电机进行速度调节,使之达到定量给料的目的。
4系统的软件设计及实现
本系统中自动配料的控制过程主要由工控机、配料控制器、变频器完成,配料过程中的各项数据由工控机修改完成,选用组态软件做为操作平台。系统具有系统组态灵活、控制功能完善、控制精度高、数据处理方便、运行安全可靠、人机界面友好、便于系统扩展等特点,它能适应工业配料生产过程的各种需要,提高生产自动化水平和管理水平,提高产品质量。
5结语
皮带秤配料控制系统在我公司焦化、烧结等现场都有使用,系统操作简便,运行稳定。投运以来,产品合格率有了大幅度的提高,为优质高产提供了可靠保证,降低了原料消耗,提高了劳动生产率,是理想的散料配料控制系统。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



