

来源:网络转载更新时间:2021-01-04 13:47:10点击次数:3634次
0引言
长期以来,我国畜牧业主要以商品饲料为主。饲料加工业对饲料原料的依赖性较大,而且生产规模普遍偏小,特别是2007年以来,豆粕、棉粕和菜子粕类等蛋白原料价格的大幅上涨,致使我国饲料加工企业面临生存的绝境,而饲料价格的大幅上涨,严重地创伤了农民的养殖积极性。为了稳定养殖业的健康发展,我国饲料行业在开发新型饲料原料、蛋白饲料原料和液态饲料原料等方面进行了大规模的试验和研究,各类新型的符合国家质量标准的饲料原料,如利用肉制品加工废弃物制成的蛋白发酵饲料,利用淀粉、玉米酒精加工过程中产生的废弃物制成的新型饲料原料,特别是液体饲料原料取得了长足的进展。为此,山西省农业机械化科学研究院承担了山西省科技攻关项目《饲料液体组分添加系统的研究》课题,旨在通过研究提供一种可行的设备,扩大各种液体饲料组分在现有饲料生产线生产使用,替代液体饲料组分人工添加,解决制约液体饲料原料大面积使用的瓶颈,促进我国饲料加工业、畜牧养殖业的健康发展。本文就项目中控制系统的设计理论依据与设计思想进行论述。
饲料液体组分添加系统是饲料加工自动化生产线中的主要设备之一,为液体饲料原料的开发利用提供了可靠的技术支持,有效提高资源合理利用,最大程度地降低环境污染,促进我国饲料加工业、畜牧业的健康发展。
饲料液体组分添加控制系统采用可编程控制器(PLC)、触摸屏和称重仪表等新一代工业控制装置,使系统配制简单,同时具有良好的可靠性和稳定性,并且可方便地输入、修改和监控参数,可以大大提高生产效率和管理水平。
饲料液体组分添加控制系统采用可编程控制器(PLC)、触摸屏和称重仪表等新一代工业控制装置,使系统配置简单,同时具有良好的可靠性和稳定性,并且可方便地输入,修改和监控参数,可以大大提高生产效率和管理水平。
总体设计
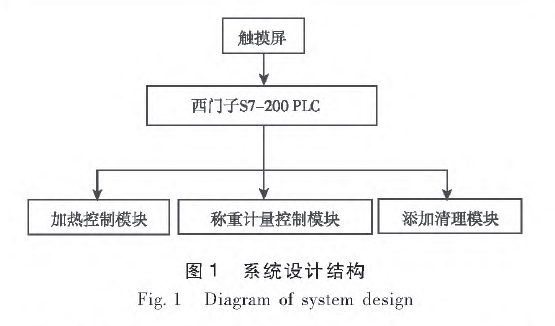
饲料液体组分添加控制系统采用模块化设计方法。其优点是组态灵活,通用性强,硬件开发周期系统成本低,故障容易排除。系统设计结构见图1。。
系统组成以S7-200PLC为控制核心,由触摸屏、加热控制模块、称重计量控制模块和添加清理模块等组成。
当S7-200PLC收到需要添加液体组分信号时,PLC输出信号使添加液体电磁阀工作,同时称重仪表通过压力传感器采集质量值,当达到设定值时,称重仪表输出信号给PLC,PLC收到信号后,立即输出儔号使添加液体电磁阀暢止工作;同时PLC
输出信号使添加泵工作,向混合机中添加液体,当液体添加完,称重仪表显示“0”时,称重仪表输出信号给PLC,PLC收到信号后,立即输出信号使添加泵停止工作;这时PLC输出信号使气体清理电磁阀工作,清理管道残留液体到混合机中。加热控制模块主要解决添加液体的流动性以及管道的保温。
2硬件设计
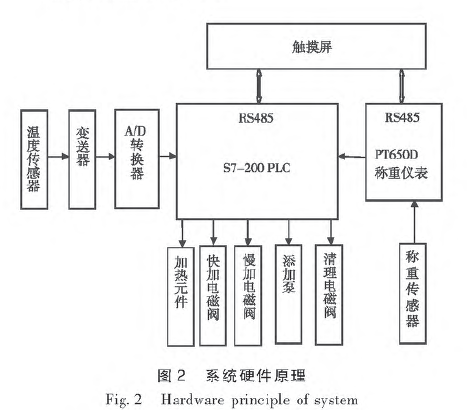
系统硬件原理见图
2.1触摸屏
触摸屏选用某电子公司生跌的PWS5610T-S型,显示色彩256色,显示器尺寸为5.7、♦个RS485接口与PLC相连,另套个RS485接口与PT650D称重仪表相连。
2.2加热控制模块
温度传感器选用PtlOO,PtlOO经过变送器后输出4~20mA模拟量信号,模拟量信号经A/D转换后输入PLC,PLC数值和设定温度的数值进行计算比较后,PLC输出信号来控制加热元件的工作⑴。
2.3称重计量控制模块
称重仪表选用PT650D,重量传感器输出的重力信号经过接线盒传送给PT650D仪表,PT650D仪表通过光耦输出口与PLC相连。根据设定质量的数值,通过快加电磁阀、慢加电磁阀进行添加液体,达到设定量时,PT650D仪表输出信号给PLC,PLC控制快加电磁阀、慢加电磁阀停止工作。
2.4添加清理模块
添加清理模块由添加泵、清理电磁阀等组成,添加泵选用高压泵,解决了喷嘴暂时性封堵的问题,提高了雾化效果。
添加泵得到PLC要求添加信号后,启动工作,PT650D称重仪表显示为0时,添加泵停止工作,这时PLC控制清理电磁阀启动工作,清理管道内的残留物,喷气完成后清理电磁阀停止工作。
3软件设计
3.1总体设计
本系统的软件采用模块化的设计方法。软件设计主要包括触摸屏组态模块和S7-200可编程控制器模块。触摸屏组态模块主要完成与操作人员的交互功能,控制系统的启动、停止、单机和联机工作,从PLC及PT650D仪表读取信息并在屏幕上显示;S7-200可编程控制器模块作为控制模块,主要包括系统初始化、温度检测、质量检测、执行元件的控制等。两个控制模块的关系:触摸屏组态模块是指挥中心,决定整个系统程序的结构和流程;S7-200可编程控制器模块按照触摸屏组态模块指令,实时采集不同的数据,根据不同情况来控制执行元件的工作。
3.2触摸屏组态模块设计
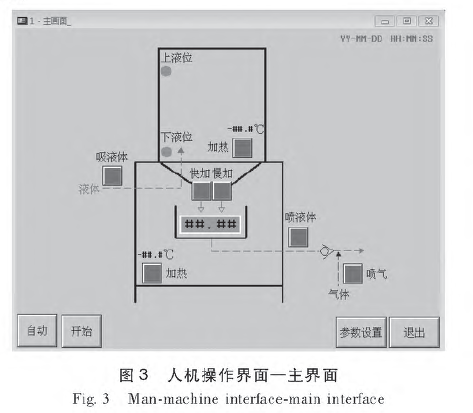
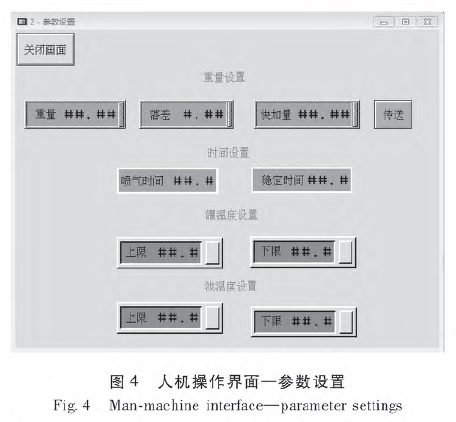
在上位计算机上用组态软件ADP3完成组态设计,通过RS485接口下载到触摸屏。具体组态设计过程包括创建工程、画面制作、定义数据对象、设备连接和程序下载调试。人机操作界面如图3、图4所示
3.3S7-200可编程控制器模块设计
根据控制要求,结合PLC的I/O地址分配,采用编程软件STEP7-Micro/WIN进行软件编程设计。主要包括温度采集控制程序、称重计量程序和添加清理程序等
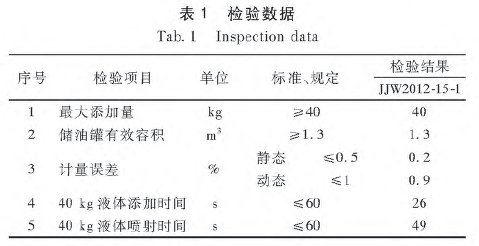
4试验结论
项目样机经山西省农业机械质量监督管理站检验,试验数据完全达到并超过计划任务书设计要求(表1)。该控制系统已经在大北农、普瑞纳、威科等多家大型饲料企业生产线上使用,运行稳定可靠。
5结束语
将PLC、触摸屏、称重仪表等应用在饲料液体组分添加系统中,可实现液体添加的精确计量,而且使系统结构简单,运行稳定,操作可靠,软件编程简单,大大提高了生产效率。
本文源于网络转载,如有侵权,请联系删除
 ×
×



