

来源:网络转载更新时间:2020-12-16 14:00:47点击次数:2986次
1前言
伴随着公司规模的扩张、生产制造每日任务的提升,生产线的自动化技术水平也随着提升 ,这就促使可编程控制器获得了广泛运用。融合操作过程,叙述了可编程控制器在环氧树脂罐装中的运用。环氧树脂自动化技术生产流水线中,制成品料的包裝是个关键的阶段。一般釆用的是能装200kg制成品料的不锈钢桶罐装开展包裝,以前的包裝是将反映好的制成品原材料添加到进料间的进料槽中,根据作用力自动流出引入到不锈钢桶中,用磅秤计量检定。因为制成品环氧树脂进料时温控在70-80^中间,在其中的有机溶剂蒸发所造成的有害气体对职工人身安全身心健康有一定的危害,并且伴随着溫度的减少,商品黏度也越来越大,促使进料時间随着增加。在操作过程中,职工为了更好地减少进料時间,通常在比加工工艺规定高些的溫度中进料,那样非常容易烧伤作业员,并且溫度越高,蒸发量也越大,全部进料间汽体弥漫着,这给实际操作职工的生命安全产生巨大的威胁。因而,对进料系统软件开展自动化技术更新改造至关重要,文中根据对可编程控制器I/O开展拓展,并相互配合电子器件计量检定系统软件来完成岀料包装自动化计划方案的设计方案和操纵更新改造。
2进料系统软件加工工艺设计方案
2.1初期进料加工工艺流程
在持续生产全过程中,规定将反应罐中的制成品原材料过滤后添加到进料槽中。在进料间,职工用小轿车将包裝不锈钢桶推倒磅称上,开展称重,纪录皮重,随后开启进料槽水泵底阀,靠自动流出开展罐装,并守在秤前观查磅称指针示数,一桶制成品环氧树脂放满为200±1公斤,放满后关掉水泵底阀,将制成品桶推倒仓库。
2.2新技术新工艺设计方案
根据初期生产制造的加工工艺流程,新的实际操作工艺技术分成下列两步:①空涂料桶精准定位,并送进到电子称的,称重服务平台上;②检验桶位,启动电子称,开展削皮实际操作;③加料泵启动,开展罐装、计量检定实际操作;④罐装进行,涂料桶送出。生产流程如图所示1所显示。
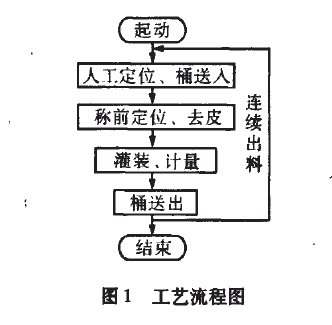
在新的加工工艺流程设计方案中,关键放到第②、第③步上,电子称自动称重、罐装、计量检定这好多个阶段。在新的加工工艺全过程中,从职工将空涂料桶送至通道开展精准定位,到最终推桶伺服电机小轿车将制成品桶发布,全部加工工艺全过程共需2min,比此前人力进料快了2min,因此 总的进料時间降低了一半。这一步设计方案主要是选用齿轮泵开展原材料传送来替代初期靠作用力自动流出传送,加速了罐装速率。在全部全过程中,原材料溫度转变并不大,进料速率也相对稳定。
3控割系统软件的原理及硬件配置采用
3.1系统的原理
进料系统软件选用可编程控制器开展操纵。硬件配置操纵根据加工工艺方案设计分成:进桶机器设备的操纵,计量检定、灌装机的操纵和出桶机器设备的操纵三个一部分。
进桶机器设备的操纵,在人力开展桶口精准定位进行后,检验电源开关姿势,可编程控制器扫描仪各输入/输出端口号,伺服电机启动,促进装桶小轿车将桶送进到电子称称重服务平台。进料泵运作,进料继电器开启,开展罐装,电子称开始计量检定。计量检定满,进料继电器关掉,循环系统继电器开启,进料泵不断运作。在计量检定满,进料继电器姿势的另外,出桶伺服电机启动,将制成品包装桶发布,直至进料间大门口,再由职工用电动叉车将其转入仓库。
进、出桶机器设备选用两部伺服电机各自促进乘载涂料桶的小平板货车沿路轨进、出,根据部位检测传感器来精准定位,只做简易的精准定位就可以,无须选用西门子PLC伺服电机模块FM353来操纵。选用电磁线圈来开展小轿车对接,那样设计方案的目地是为计量检定的精确,载桶小平板货车被推上去称重服务平台后,其他机器设备与之分离,使电子称独立对其开展称重实际操作。
3.2硬件配置的采用
控制系统中硬件配置采用S7-300基本型可编程控制器CPU-314,其硬件配置操纵基本原理如图2所显示。
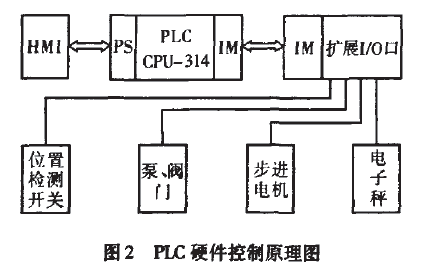
数据量键入控制模块采用SM321(DB2XDC24V)32点24V交流电键入;数据量plc模块采用SM322(D016XAC120V)16点120V沟通交流汽车继电器plc模块和SM322(DO32XDC24V)32点24V晶体三极管交流电plc模块;模拟量输入输入/输出采用的是SM334(12位4aI/2AO)模拟量输入输入/输出控制模块,输入/输出均釆用4~50mA电流量数据信号。插口拓展控制模块采用IM360/IM361JM360插进7号声卡机架的3号槽上,IM361插进3号声卡机架的3号槽上。称重系统软件选用PR6241/52型拉压式电子称,称重范畴为0~500kg(精密度±1.2/0.9kg)。
为了更好地减少设计方案成本费,在制成品桶精准定位上不选用视觉效果分辨感应器,根据作业员将整洁的涂料桶送进、并精准定位。这一步实际操作主要是明确桶口部位,精准定位进行后,由推桶小轿车将桶沿滑轨送入。此外,在可编程控制器的型号选择上,不用重新选择,只需在原生产流水线控制系统的可编程控制器上开展拓展,原硬件配置控制系统在设计方案中留出拓展口。
3.3硬件配置详细地址的分派及一部分电路原理
拓展口详细地址的分派,将第一个拓展控制模块SM321插进可编程控制器的3号滑轨的六号扩展槽上,其起止详细地址为1104.0(1104.0-1107.7共32点),SM322详细地址为Q108.0~Q109.7共16点,其他各拓展控制模块详细地址先后向后开展拓展,其控制模块详细地址持续。
表1是一部分输入/输出插口的详细地址分配。对伺服电机的操纵,非常简单,这儿只对其学起、停操纵和2个节点的部位操纵,不用精准到拐角视角操纵,且伺服电机转速比稳定。
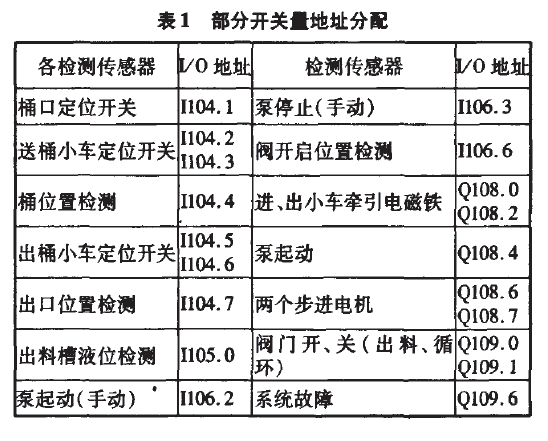
电子称立即与可编程控制器的模拟量输入输入/输岀控制模块开展联接,将电子称传出的4-50mA电流量数据信号一路送进到可编程控制器模拟量输入输入/输出控制模块SM334变换为12位数据量数据信号,另一路送进电子称显示信息控制系统。
4手机软件的设计方案
4.1监控软件的设计方案
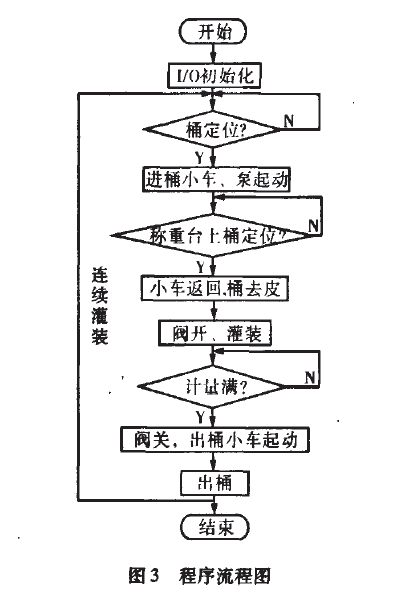
控制系统手机软件步骤设计方案根据生产流程流程设计方案,如图所示3所显示。
进料系统软件启动,可编程控制器各输入/输岀口校准,检验各插口数据信号。罐装用的齿轮泵能够在第一个包装桶送进前起动,其终止受进料槽液位仪操纵,还可以手动式终止。进桶伺服电机将空桶送进,桶位检验达标后,全自动回到。罐装全过程中齿轮泵持续运作,由进料继电器和循环系统继电器来明确原材料的流入,计量检定没满时,岀料继电器一直开启,计量检定满时,进料继电器关掉,循环系统继电器开启,原材料在进料槽中循环系统,那样可防止进料泵经常启动导致的管路冲击性震动。出桶伺服电机运作是将制成品桶拖出后等候,在进料继电器关掉后经5s延时,再进到将下一个桶拖出,等待的时间由罐装的速度来决策。
在电子称全自动称重全过程中,选用2个廷时来进行;一是在涂料桶送进电子称称重服务平台,推桶小轿车与载桶小轿车分离后,经延时4s,开展对桶的削皮实际操作;另一个是削皮实际操作进行后,延时三秒,启动计量检定程序流程,开展计量检定实际操作。针对削皮实际操作,空桶称重进行,其模拟量输入电流量经模拟量输入输入/输出控制模块变换为12位数据,存进可编程控制器运行内存中,秤被清零,三秒后计量检定刚开始,秤从头开始记数,做到200kg控制参数后向可编程控制器传出单脉冲,称重完毕。
4.2梯形图的编制
主控芯片模块S7-300可编程控制器的管理程序选用西门子公司STEP7V5.3手机软件开展撰写,选用梯形图数控编程软件按程序流程图次序实行。
5结语
该全自动控制系统的设计方案及其更新改造进行后,历经一段时间的运作,符合实际前期的设计方案规定。在包裝全过程中选用泵开展原材料运输比此前靠作用力自动流出罐装,一桶节省了2min,这使总的进料時间降低1.5h,大幅度降低了职工的劳动效率。选用可编程控制器与电子秤计量检定系统软件融合的电气控制系统计划方案并与机械设备、气动式、传感技术组合为一体,使该灌装机实际操作简易、特性靠谱,并且机器设备的可扩展性和协调能力获得明显提升 。
本文源于网络转载,如有侵权,请联系删除
 ×
×



