

来源:网络转载更新时间:2020-09-03 10:22:22点击次数:6344次
—、前言
随着包装市场飞速发展和人们生活水平的提高,各种颗粒状、短条状、粉条状散状物料如膨化食品、花生、瓜子、白糖、食盐、洗衣粉等均以各种小袋包装的形式销售。而小袋包装要求重量准、密封不漏气,生产效率高。全自动小袋称重包装线由此诞生。全自动小袋称重包装线包含以下主要部分:原料输送部分、高速称重部分(多为组合秤)、高速包装机(立式或水平包装机)、检测剔除部分(金属检测和重量检测)、装码箱部分和控制部分等。而高速立式包装机是包装线的核心设备之一。
二、高速立式包装机的工作原理
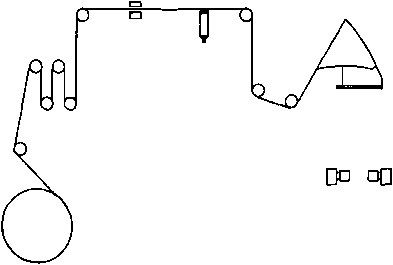
平滑卷筒包装薄膜经转向相引上成型器,纵封按搭接或对接成圆筒状封合定形,全自动多头组合计量秤组合好后的物料通过加料管导入袋底,横封切断后向下拉袋,并对前一满袋封口,全机各执行机构的动作可由机、电、气配合自动完成。
三、各部设计探索
立式包装机通常使用卷筒包装材料,一面由成型器制袋,一面进行充填包装。它的最基本袋型为枕式袋型。现以枕式立式包装机为例对各部设计进行探索。
1.成型器
立式包装机的成型器对包装形式、袋尺寸及产品包装质量等有直接影响。常用的成型器有象鼻成型器、三角成型器、U型成型器和翻领成型器等。翻领成型器成形阻力较大,易使薄膜产生变形,使之发皱或撕裂,故对塑料薄膜适应性差,而对复合膜适应性较好。它常用于立式包装机上包装粉状、颗料状物料。一种规格的成型器只能成型一种规格的袋宽。因此设计时要充分考虑成型器重复安装定位精度、快速更换和快速夹紧。特别在国外更换成型器时不允许釆用扳手等工具,因此在设计时要加以考虑。现国外大都采用快换肘夹的夹紧方式。
为了减少成型阻力,成型器可用凹凸板或工程塑料制作。在国外,它们是手工制作,制作过程完全模仿实际使用状况。
2.送膜机构
送膜组件是将装到膜卷轴上的包装膜通过转向辐展平使其能立式包装机中连续运行的机构。送膜组件的设计主要有两点:
(1) 膜卷的支撑
膜卷的支撑方式有悬臂式、两点支撑式;按锁紧方式有气涨轴式和机械锁紧式;按驱动方式有动力驱动式和无动力随动式。选用时小型立式包装机(带宽250mtn以下)常选用无动力随动机械锁紧两点支撑式。大型立式包装机由于膜卷大而重常选用悬臂动力驱动气涨轴式。无论是哪种方式的支撑轴均应有刻度标识,便于快速更换膜卷。
(2) 恒张力机构
包装袋的长度误差值大小是衡量立式包装机的包装质量的一项重要指标,因此应保持包装膜展平过程中的张力恒定。通常有以下两种方式:
a.重力恒定式;
b.摆臂张紧式。
重力恒定式仅适用于低速立式包装机,它同时兼有储膜的功能,当它用于高速立式包装机时易发生误动作,可靠性低。而摆臂张紧式随每次的拉送膜动作摆动,动作轻柔,随动性好,特别适用于高速立式包装机。实践确实证明了这点。尤其是国外的高速立式包装机几乎全部釆用摆臂张紧式结构。
3.牵引机构
立式包装机工作时,牵引装置使包装材料与成型器产生相对运动而造成包装材料卷折。同时,它又能使包装袋顺序地通过一个个工位,完成加料、整形、排气、封口和切断等工序。包装工艺要求牵引装置:能按时,按预定量拉过定长的料袋,根据需要并能在一定范围内任意调节拉过料袋的长度,料袋的速度应能控制。牵引方式主要有:摩擦牵引和真空牵引。低速立式包装机常用摩擦牵引,而高速立式包装机却往往采用二者的组合方式牵引,特别是潮湿的环境。现代高速立式包装机均釆用伺服电机驱动,有的采用两个伺服电机分别驱动两根摩擦带轮轴,有的采用单伺服电机外加平行双轴同速反向减速机驱动,它们均能可靠满足包装工艺要求。一般情况下低速立式包装机釆用间歇牵引,振动大;高速立式包装机采用连续牵引,稳定性好。
4.横封机构
立式包装机封口的方法常采用简单可靠的热封方法。热封就是利用塑料具有热塑性,使封口部位的塑料薄膜加热、加压相互粘合在一起。热封的方式很多,有热板封合、脉冲封合、熔断封合、高频封合、超声波封合、电磁感应封合和红外线封合等。而热板封合和脉冲封合是立式包装机上最常用的两种封合方式。
(1)热板封合
把加热板加热到一定的温度,将要封合的塑料薄膜紧压在一起,这是热封原理与结构最为简单的一种,封合速度较快,可恒温控制,这种方法常应用于封合聚乙烯等复合薄膜,而对受热易收缩与分解的薄膜,如各种热收缩薄膜,聚氯乙烯等不宜应用。
(2)脉冲封合
把镣铭合金扁电热丝压着薄膜,再瞬时通以大电流加热,接着用空气或通冷却水强制封缝冷却,最后放开压板,本方法结构上略比热板状封合复杂,但适用于易热变形与受热易分解的薄膜,所得封口质量较好,因冷却占有时间,故生产率受到限制,只适用于间歇封合,在电热丝与薄膜间常用耐热防粘的聚四氟乙烯织物,薄膜另一端承压台上带耐热的硅橡胶衬垫,使焊缝均匀。
横封机构是将经纵封机构进行纵向封合后筒状的包装材料,按照工艺要求的长度规格进行横向封合,按照横封器工作的运动形式,可分为连续运动和间歇运动两种形式。
(1)连续式横封机构
因立式包装机有连续或间歇运动之分,故横封机构在机能、运动形式、实现运动的机构及横封的结构方面往往有较大差异,即使是连续式横封器,若该机仅只需完成单一规格袋的,一般较简单,如要适用多规格可调的袋装机就较为复杂。应用于连续包装机装机上的横封机构有如下一些工艺要求应满足,一是横封机构的热封件与连续运动着的包装料袋热封瞬时应有相同的线速度。这点若不能满足,热封时就可能造成封口部位起皱、拉伸过度,甚至断裂;二是袋长规格变化时,横封机构热封件回转半径不变下经调节有关部件能得到所需热封线速度。对此,现实际设计过程中高速立式包装机常采用伺服驱动来满足上述工艺要求。
(2)间歇式横封机构
立式间歇制包装机横封机构按功能和运动形式可分为两类,一类只作封口用,即只有间歇的往复运动;另一类除作封口热合外,还牵引料袋由上而下地移动,故往往作开合与上下运动合在一起的复合运动,显然后者结构较为复杂。间歇式横封机构的运动形式是多种多样的,结构也有简单、复杂,各有利弊,选型时要给予适当考虑。最常用的是气缸驱动和伺服驱动。在国内常用气上热量会逐渐积累,而影响封口质量,设计时考虑到冷却措施,或通过冷却水,或用压缩空气吹向热封完成后的薄膜及电热丝,使其冷却。
5.纵封机构
立式连续或间歇运动包装机上应用的纵封机构主要用来完成制袋工艺中封合纵缝,两者在运动方式与结构上均有差异。连续立式包装机的纵封器是辐筒形的,工作时连续回转,迭合后的包装材料侧边通过期间,热量由安装在辐筒内的电热丝加热,靠幅射传递热能并压合薄膜形成纵缝。间歇运动立式包装机上的纵封机构大都是板状的,多用气缸推动作往复直线运动,向迭合的包装材料侧边进行热压紧与释放。
由于每种立式包装机都有一定的包装宽度范围,所以在设计时应考虑纵封机构的可调节性。
6.切断装置
在立式包装机上,当制成袋后或装袋封口结束时,应用切断刀将相互连接着的薄膜料袋分割成单个包装产品。切断的方式有热切和冷切等。
(1)热切
它是靠薄膜受热熔化和施加一定压力而使薄膜分开的一种方法。釆用热切的切断机构可与横封机构合在一起,在横封同时,进行热切断。
热切中脉冲加热刀用在间歇式包装机上,对薄膜袋进行封口,同时完成切断,实际是一只具有刃口的电极;电热丝中间的一根1-2毫米左右直径的圆电热丝,根据需要可选择断续或连续通入脉冲电流,电热丝与薄膜直接接触使熔化的薄膜切断;
(2)冷切
冷切是利用金属刀刃的锋利度使薄膜在横截
7.其它附件
根据工况不同,立式包装机上有时需要增加各种附件:
(1)产品保鲜和运输易碎包装品,往往要增加充气机构;
(2)从储存运输方便不易损坏包装袋上考虑,往往要增加排气机构;
(3)如果采用色码定长包装,需要配装色码检测机构;
(4)为提高效率,往往需要配装换膜拼接平台。
(5)如要包装插脚袋,需要配装插脚机构;
(6)如包装袋上打孔,需要配装打孔机构;
(7)如包装物料松散,需要增加振动机构;
(8)如包装袋上需要日期等,则需增加打码机构等。
四、结论
总之,立式包装机在设计时要充分考虑现场的工况,包装袋的材质及包装物料的性能,才能设计出符合实际需要的产品。尤其是出口国外的产品,各种设计和使用安全不但要符合客户的要求,更要符合出口国的相关标准,特别是安全方面的标准。
文章来源于网络转载,侵删
 ×
×



