

来源:网络转载更新时间:2020-08-20 10:03:51点击次数:3823次
0引言
由于传统的包装机机械传动复杂,且速度慢、精度低、包装品种单一、通用性不好,不能适应日益增长的对包装多样化、个性化的需求。传统包装人工参与度较大,劳动强度高,且整体包装的效率降低,不能满足当前经济社会发展的需要。因此,基于这些问题上提出一种多规格包装机的设计,目的在于针对不同的快递产品进行包装。
1.工艺过程的分析
因不同快递之间没有固定的规格尺寸,要求自动包装机能够自动识别快递件大小,然后进行所需要的纸板切割,再进行快递件的引入和最后的包装。快递自动包装机的设计工艺流程如图1所示。
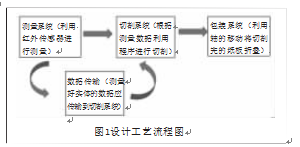
 其中,结构设计上的难点在于需实现测量系统与切割系统的结构联动。另外还需要巧妙应用已经定位好的纸板位置,将快递件引入至纸板上,然后才方便后续的包装封口。否则,需要增设额外的结构来使快递件进行定位,增加了设计结构的复杂性和设计制造成本。
其中,结构设计上的难点在于需实现测量系统与切割系统的结构联动。另外还需要巧妙应用已经定位好的纸板位置,将快递件引入至纸板上,然后才方便后续的包装封口。否则,需要增设额外的结构来使快递件进行定位,增加了设计结构的复杂性和设计制造成本。
2.设计结构的三维实现
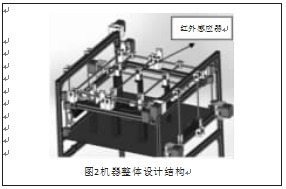
整个机器设计结构如图2所示,采用分层设计模式,利用多个红外传感设备来测定快递件的长、宽、高尺寸。切刀需根据测定的数据进行联动。
因要求具有一定的柔性,能根据不同快递大小进行自动包装,所用的结构较多且相互之间要协调动作,因此在设计和三维建模时考虑细节上的两点:
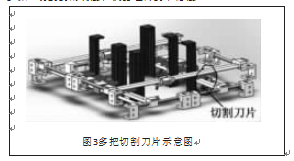
1.在切割系统设计时,需要考虑到在进行切割过程中,刀片不会碰到红外感应器机构和进行包装的移动轴,所以需要多把刀来进行切割,如图3所示。以避免刀片与零件之间的触碰,以保证切割的精确性和机器运转的平稳性。
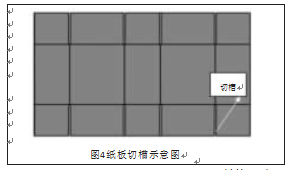
2.需要考虑包装纸板的厚度进而确定刀片的厚度。因为刀片厚度不够会导致受力不均,进而使刀片发生抖动,影响到切割的准确性,而且会进一步影响到包装的密封性。切刀根据红外传感器的实测数据,需要在纸板上切出一定尺寸的槽,以方便纸板的后续折叠成竖立边,正常纸板上通气流畅,安装两组直角进气消声弯头以及两组带小型轴流风机的直角排气消声弯头,作为隔声间换气时的进、排气口。

2.3水平风道侧面腰门处的漏气噪声处理
将原有的风道腰门更换成内外两道隔声腰门,提高其密封性。
3现场噪声测试以及对比分析
根据国家相关规定以及当地环保局规划,将2K-60-21-No24型主通风机所在区域规划为3类声环境功能区,即昼间噪声声级≤65dB(A),夜间噪声声级≤55dB(A)。噪声测试仪器采用AWA6228声级计精密声级计。
噪声污染治理前,分别于2016年10月15日和11月5日对主通风机设备噪声进行噪声测试;噪声污染治理后,于2016年11月15日再次对相应测点进行测试,测试时所有噪声控制措施已实施。
如图1中所示,其中的圆圈代表着测试点。“wB”表示噪声治理后测点,“w”表示噪声治理前测点。
测点测试结果显示:在扩散塔出口平面上方约1m
处,噪声治理前大约为82.0dB(A),噪声治理后大约为
102.0dB(A);在院墙外约5m处,噪声治理前大约为71.0dB(A),噪声治理后大约为51.7dB(A)。
对主通风机附近的几个有代表性的测点(1、2、3、4)处噪声分别在治理前、后进行测试,并绘制测点1/3倍频程噪声频谱图,如图2、图3所示。从图2、图3可以看出,主通风机附近的噪声属于中、低频噪声,并且测点噪声在治理后有显著下降,噪声达到了国家标准要求。
4结语
对2K-60-21-No24型主通风机噪声机理进行了分析研究,从噪声传播途径上采取控制措施:建立隔声间、安装阻抗复合式消声器、更换腰门等,分析噪声治理前后的测试数据,结果显示本次噪声治理研究是成功的。
文章来源于网络转载,侵删
 ×
×



