

来源:网络转载更新时间:2020-08-17 11:43:47点击次数:3777次
大家在绑扎高溫或常温下物件时,一般挑选手工作业或人力穿丝(带)机械设备打捆机的半自动化的包装方式。冶金工业厂矿企业对小盘股卷线上包裝工作时,标准十分极端,在溫度达到800T的盘卷下,釆用人力打捆机,包裝80~120盘/h,2名职工戴着面具,应对盘卷(每盘务必对称性打两个结),在距盘卷流水作业不到0.5m的范畴内实际操作,溫度高,烟尘重,高效率低,劳动效率大,安全风险多,包裝品质差,达不上客户规定。
因为当场打捆机规定速度更快,时间较短,姿势经常,故对包装机中核心技术之一的送丝导路,明确提出了很多难度很大的规定:全自动送丝、穿丝靠谱、迅速及时、全自动檢测、耐热、抗冲击等。包装机中全部齿轮传动和自动控制系统都和送丝导路关系。因而,送丝导路的设计方案尤为重要。
因此,从线缆包装机送丝导路的基础理论探导⑴下手,根据基础理论测算,有效挑选导路样子,送丝力尺寸,捆丝原材料、直徑、抗压强度和弯曲刚度等,为送丝导路总体设计和全部包装机系统软件机、电、液的完成确立了基本。文中就送丝导路的姑构逬行了剖析和设计方案。
1送丝导路计划方案产生及原理
包装工艺线平面布置图见图1(仅画了一部分)。严格地说,包装机线上打捆机是一个系统软件,其內容包括了机电工程液机器设备共八台、套,各自布局在不一样的地区,而打捆机则在如图所示1所显示部位。运送链上,盘卷间隔2~3M,连续的持续运输,打捆机室内空间范畴窄小,规定速度更快,唯一能执行绑扎的地区如图所示1中的黑影部分,最寛处约100毫米,人力打捆机在这里开展,机械设备打捆机设在这里比较有益。
图1包装工艺线平面设计图
Fig.1Theplanlayoutpictureofpackagingline
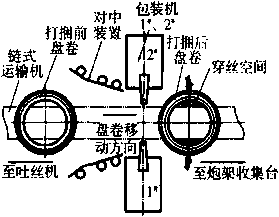
图2、三分别为捆丝在绑扎结头产生前、后的样子。依据人体工学并效仿人力绑扎姿势基本原理,引进机械手臂,选用全自动送丝,速度更快、时间较短、包裝性价比高,是替代人力打捆机的重要途径。
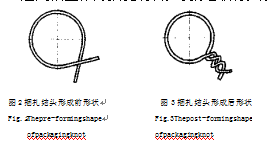
采用细铁丝做为绑扎原材料,可因地制宜,既环境保护又零污染,低成本,耐热,抗压强度高,易收购等优势,是别的原材料不可替代的。
送丝导路计划方案从而而产生。
包装机送丝导路原理见图4。不在危害送丝畅顺的前提条件下,充分考虑该点室内空间部位\,及其机器设备与运送链和盘卷等的干预,将送丝导路按段逬行工作中。
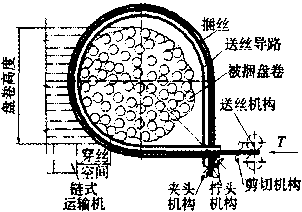
图4送丝导路原理
Fig.4Workingtheoryofwireguidepassage
送丝组织5对绑扎细铁丝1最后校直后,将其送进水准段、弧形段和竖直段中;当检验元器件检测到丝头时,马上通告送丝组织终止正转送丝,这时水准导路和竖直导路中的管道另外撤出;撤出结束,筒夹组织7夹持捆丝头,幷命令送丝组织翻转,捆丝撤出导路2的导槽并缩紧盘卷,转停;拧头组织6推逬卡紧捆丝头、尾,裁切组织5弄断丝尾,剪、夹组织校准,拧头转动,把捆丝扭紧,结头如图所示3所显示•麻花”状,校准;一个打捆机循环系统姿势完毕。
2有关标准以及主要参数测算
2.1有关标准
见图4。盘卷速率:0.lm/s;打捆机時间:<20s/捆;捆丝直徑:2.2导路主要参数测算
2.2.1最少送丝力
为保证捆丝能圆满越过送丝导路(见图16)中3n/2弧形段,应测算最少的送丝力r丽,它是挑选油马达的根据之一。
假定捆丝进到弧形段后,在送丝力和导路摩阻的功效
(1)式中:P<,为压杆失衡临界值力;E/为抗弯刚度伊为管束指数』为压杆失衡前的长短。
考虑到捆丝,在进到弧形导路后的摩阻F,得送丝力:
3P°+F (2)
设压杆失衡临界值力P.为逬入弧形导路的轴向力,并随着全部导路长短,P«遭受导路的管束轴力转变而转变,假定捆丝为受斜向荷载功效的悬臂梁,则依据参考文献[1]剖析、计算,得到导路弧形段,捆丝的反向轴力N(磨擦正压力)为
"=f酒=⑶取摩擦阻力/=0.15,将(3)带入上式得
F=fN (4)
=/x嘉务=°・15x5.54Pa=0.83Pa
将式(4)带入式(2)中得
3P.+F=Pa+0.83P„=1.83Pa
从而得到的结果得知,越过送丝导路的最少送丝力,不可低于压杆失衡临界值力的1.83倍。若(1)式中E/=8x105Nmm2,,1=1.5,L=168毫米,Tmi„^227NO具体设计方案中取送丝力T=300No
2.2.2弧形段最少夹角和捆丝直徑
依据图16所显示,送丝导路的样子要考虑打捆机加工工艺规定,务必设计方案成合闭曲线图。将合闭曲线图一分成三,逬、出入口导路各自为与正中间弧形导道路圆的切线的平行线段,由参考文献[1]导出来的结果,
End
得知,当n=1/6时,捆丝做到塑性变形極限弯矩,这时相匹配的夹角P即是正中间弧形导道路夹角的最少规定值成讪。如取捆丝的弹性模具E=196GPa,抗拉强度q=235MPa,指数几=1/6,设捆丝直徑d=3毫米带入(5)式测算得~210mmo
由式(5)能够看得出:正中间弧形导路段夹角与弹性模具和捆丝直徑正相关,与抗拉强度反比。越坚硬的原材料或越大的捆丝直徑,根据的夹角就越大,抗拉强度低的捆丝,夹角就小,故采用捆丝原材料为Q235淬火细铁丝。
为确保捆丝,在畅顺根据送丝导路的前提条件下,也要考虑包裝品质、起吊、运送等规定,捆丝直徑要建立。直徑很大,相对
的机器设备动力耗费大,构造规格大,净重提升,生产加工难度系数大,成本费提升,也不利当场打捆机的窄小室内空间。直徑太1\,虽克服直徑大导致的不够,但给起吊、运送带来不便和安全风险难题。
将(5)式变换并带入所述取非常值得
> 120-,/?^ "
=—电—=3毫米
即,捆丝的较大直徑务必操纵再用mm之内。具体设计方案中取弧形导道路夹角H=230Mm(能绑扎盘卷的较大高宽比400mm),捆丝直徑采用d=3毫米。
3导路结构特征
弧形导道路设计方案成在一定视角内晃动的转臂lo为变横截面等抗压强度悬臂梁构造,导路半径规格由式(5)测算后取非常值得来,导路设计方案为幵口组成导槽,有益于捆丝的撤出和生产制造生产加工。转臂打幵时,盘卷根据;合闭时,其球型头顶部能插入图1所显示黑影处窄小室内空间而不会受到较为散乱盘卷阻碍,另外与其他双臂连接,产生闭合回路。
竖直导道路(同水准导路,略)。
4结束语
送丝导路做为打捆机服务器的关键技术之一,其特性的好坏立即关联到打捆机作用的充分发挥,在可靠性设计的基本上,尽量提升打捆机的可信性和考虑生产制造的适应能力。实践经验,釆用这种构造,可缓解净重,降低整体规格,减少液压传动系统压力,安全性、靠谱,检修、安裝便捷,不错的考虑了设计方案规定。送丝导路是一种新奇、独创性的新式构造。根据试验室样品实验和冶金工业厂矿企业的线上应用,可以考虑包裝品质规定,在姑构和加工工艺上稍稍改善就可以健全。它可在冶金工业、包裝、机械设备等工业生产行业做为一种新式构造一机械手臂应用。
捆丝经过送丝组织送出去后,逬入导路及导槽,打捆机作用的完成从始至终全是紧紧围绕送丝导路开展的,因此,将导路分解为三段,各自进行分别作用。
水准导道路由水准管6和水准臂7构成。水准管设计方案成平行线段的中空管,完成往返秽动,外伸时,正确引导捆丝,圆满进到水准臂,撤出后,有利于裁切和拧丝;水准臂的设计方案为轴力宜直线和衔接弧形段的幵口导槽,且固定不变,起着联接水准管与转臂的功能,为使穿丝畅顺,其上设定了移动水准翻板8,它能管束捆丝,只有从水准胃导槽体越过和隔住盘卷下的氧化皮落入,刮丝时,依靠缩紧力全自动翻幵,捆丝撤出。
文章来源于网络转载,侵删
 ×
×



