

来源:网络转载更新时间:2020-08-17 11:34:33点击次数:3897次
1设备概况
燕化炼油厂三废联合处理装置的硫磺包装线采用哈尔滨某自动化公司的机组,型号为ZBML300/50型,包装能力300包/h,对硫磺单元的正常运行有着重要作用。自投产以来包装机多次出现撒料的故障,严重影响包装线的正常生产。
2包装机工作过程
包装机的功能是:装袋机将电子定量秤内放出的物料通过过渡料斗装入料袋并将料袋传送到立袋输送机上。
本包装机设计了吹袋装置,若装袋时卡爪没夹持住袋口或袋口没有张开,吹袋装置会及时将空袋吹走,装袋机继续下一次取袋、开袋操作。整体布置如图lo
在包装单元中,装袋机工作过程中的动作较多,叙述如下(装袋机的工作流程如图2,翻门缩口装置结构简图如图3):
(D横进气缸动作将取袋开袋夹送装置(小车)退到竖直空袋处,抱夹气缸动作,双侧吸盘合拢将空袋夹紧并吸牢。
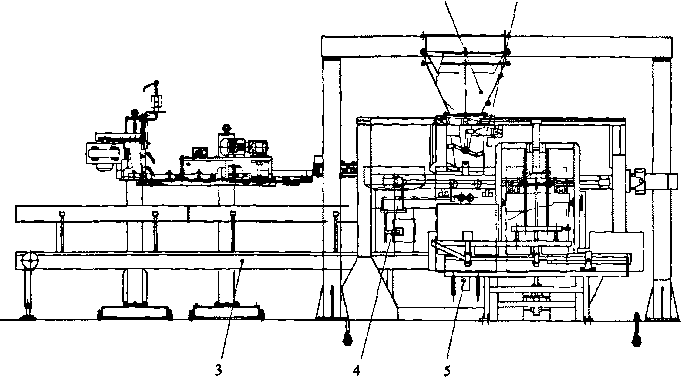
图1
1一直料筒2-二次料门3—立袋输送机4-翻门缩口装置5—小车
压缩空气将此袋吹走;若袋口打开,料门气虹动 ④吸盘打开袋口后,吸盘内真空立即撤消,
作,放料门打开并伸入袋口,电子秤翻门打开并由横进气紅驱动,将取袋开袋夹送装置拉回投料。 到下一空袋的取袋处准备进行下一个取袋程序。
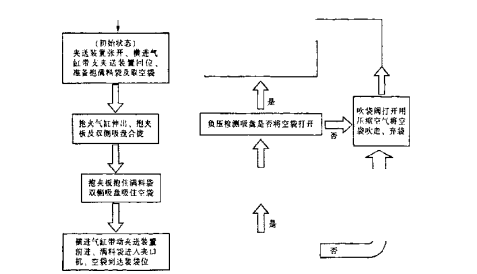
图2装袋机工作流程图
3故障分析及处理措施在生产过程中,包装机撒料现象周期性出现。平稳运行一段时间.就会出现撒料现象。撒料成为影响硫磺包装最严重的问题。
原因分析:包装机撤料主要原因可归纳为:
针对以上故障原因,对于包装机撒料处理可按以下步骤进行:(1)检査真空度。当真空度出现问题可依次检查真空泵工作是否正常,电机及泵体是否有杂音,真空泵给水箱液位是否合适(没过泵入口管线),冷却水温度是否正常。观察真空检测表。如果数值小于-70,说明真空泵工作正常。真空分液罐是否及时切液,真空电磁阀过滤器滤芯是否堵塞,电磁阀是否工作正常,真空管路是否出现断裂等现象o(2)调节真空检测表。真空检测表一共2块,一是取袋真空检测表,一是开袋真空检测表。与包装机撒料相关的是开袋真空検测表,通常设置数值为P1:55-70;P2比円低10%。P1可视实际情况进行调节。当真空表检测数值〉P1时,开袋吸盘开袋;当检测数值<P2时,吹袋器吹袋。位于西侧的是开袋正压检测表,正压表由于仪表风压力稳定,所以设定到固定值后不必进行调节。而且,正压检测表由于设定比较复杂,分为MPa、KPa和公斤力等多个单位。平时只用MPa-个单位,其它几个单位的设置,与MPa数值设置不同;所以要求班组不准更改正压检测表数值。(3)调节机械配合。包装机撤料在机械方面主要涉及到缩口、开袋和料门开合三个动作的配合。如图3所示
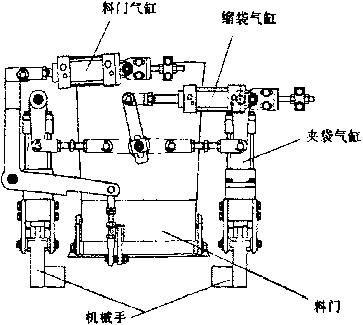
图3鞘门缩口装置结构简图
可通过调节气缸给气量的大小来调节气缸动作的快慢,活塞杆伸出由前面的开关控制,回收由后面的开关控制。开关顺时针旋转则气量变小,气劇动作变慢;开关逆时针旋转删气量变大,气釘动作变快。可通过对上图所示气缸进行调节,调节器杠动作的快慢,使缩口.开袋和料门开合三个动作配合协调。
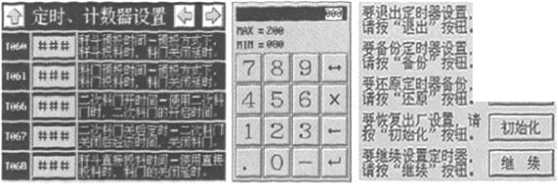
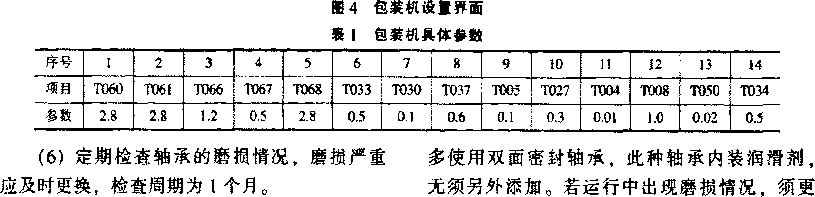
另外,可通过对TC值的修改来调节机械方面的配合。TC值设定界面如图4(a)所示,操作员可以通过此界面修改PLC内部与系统运行关系较为紧密的定时/计数器的设定值。画面中第一列为对应的定时器号;第二列为设置/显示框,用于设定及显示定时器的时间值;第三列是对定时器的进一步说明。
按照相应名称上方的设置框会弹出如图4(b)所示数字键盘。MAX-代表设定值的上限,MIN-代表设定值的下限,设定值在上限与下限之间才能被接受。输入正确的数值后,按叵键保存并退回图4(a)Hffi,如不想保存新值可按翻键退出。
画面图4(a)顶端设有三个按钮:其中囹囹按钮用来前后翻页,切换到更多定时器设置页面;按也按钮将弾出如图4(c)所示画面,右面的按钮可实现相应的功能,左面的文字给出了相应按钮的操作提示。为了减少误操作带来的影响,其中的“备份”、“还原”及“初始化”按钮,均须持续按住1秒以上方可有效。包装机TC值具体参数如表1。
4日常生产维护
包装机是由机械部分、电气系统和气动、真空系统三大部分组成。撤料也是由三大系统中的一个或者同时出现问题造成。所以.日常生产维护保养要对三大系统同时进行。
4.1机械部分日常维护、保养田

 为了保证设备的有效运行和延长使用寿命,设备维护人员一定要按润滑手册要求定期检查设备的润滑情况并定期清理和填加规定种类的润滑剂。
为了保证设备的有效运行和延长使用寿命,设备维护人员一定要按润滑手册要求定期检查设备的润滑情况并定期清理和填加规定种类的润滑剂。
4.2电气系统的维护、检修
包装机部分的电子元器件包括:控制柜、变频器、接线盒及光电开关等等。每一个电子元器件出问题都会导致整个包装单元无法正常运行。电气系统组成如图5。
PLC(可編程控制器)
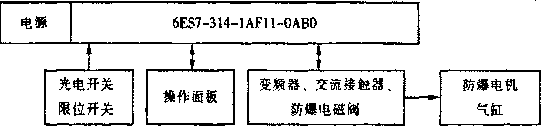
图5包装机电气系统组成框图
4.2.1系统维护
4.2.2电器系统检修的一般方法
电动机产生异常噪音、发热,无法启动、或异常停止等故障时,应按下列方法进行检查:
直接反射式光电开关有效范围内有物体时,其指示灯亮,这时如果光电开关设置成(或接线时直接选通)亮态动作(L0),则PLC对应的输入点状态为ON;如果光电开关设置(或接线时直接选通)成暗态动作(DO),则PLC对应的输入点状态为OFF;光电开关前没有物体时,其指示灯及PLC对应输入点的状态与上述情况恰好相反。
如果光电开关本身的状态指示灯或PLC对应输入点的状态异常,按下列方法进行检查:
电感式接近开关当有金属物体到达其作用范围内时,其指示灯亮,同时PLC对应输入点状态为ON;反之其指示灯灭,PLC对应输入点状态为OFF。
磁感式接近开关与磁性气缸配合使用,当气缸活塞到达其作用范围内时,其指示灯亮,同时PLC对应输入点状态为ON;反之其指示灯灭,PLC对应输入点状态为OFF。
如果接近开关本身的状态指示灯或PLC对应输入点的状态异常,按下列方法进行检査:
4.3气动、真空系统的维护、保养
维护内容如下:
5小结
文章来源于网络转载,侵删
 ×
×



