

来源:网络转载更新时间:2020-07-27 14:26:11点击次数:4772次
前言:近年来,气动技术在包装机械行业得到了 广泛地应用,使包装机械行业有了长足的发展。由 于气动和度算机控制等先进技术的大量介入,使现 代包装机械的机械结构大为简化、降低了设备造价, 同时也提高了包装速度和产品外观技师设备的自动 化程度和可靠性都得到了大幅度提高。
气动机构动作轻快,不污染环境,能够很好地满 足包装机械对速度和环境的要求。现代包装机械一 般采用气紅做执行元件,主要是利用气缸具有直线 输出和速度可调等特点,这样就摒充了传统的由旋 转运动到直线运动的减速和转换机构,有效地简化 了包装机械的传动机构,降低了成本,缩短了生产周 期。另外,采用气缸做执行元件,通过调整控制软件 就可以解决整个执行机构协调工作的时序要求。这 一点与传统的凸轮控制机构相比,可以节省大量的 安装调试工作,这也是气动技术在包装机械行业得 到普及的一个重要原因。气动执行元件具有很好的 柔性,或者说气缸活塞的运动速度和行程可受其它 机构的约束。利用气动执行元件的这一特性,可以 设计成气动和机械组合的复合机构,来实现准确的 动行协调和同步,也可设计成柔性的执行机构,利用 这种柔性机构可以完成一些特定工作。包括机气动 张力控制机构就是利用气缸柔性进行工作的一个实 例。
1包装机气动卷材张力控制机构简介
包装机气动卷材张力控制分为二个时段:
1)开膜时段:如图1所示,伺服电机不运行,真 空吸盘吸住包材,同时供膜視制动气缸松开供膜辐 制动盘,供膜辗处于自由状态,在摆动杆和拉膜浮动 气缸向下拉力的共同作用下,摆动杆向下摆动,通过 包材牵引供膜辐转动,进行开膜。当摆动杆向下运 行到接近开关的作用位置时,传感器发岀信号,PLC 收稿日期:2003 - 09-12 控制制动气缸对供膜辐制动,同时控制拉膜浮动气 缸向下摆动的电磁阀关断,摆动杆在重力作用下自 然下垂。
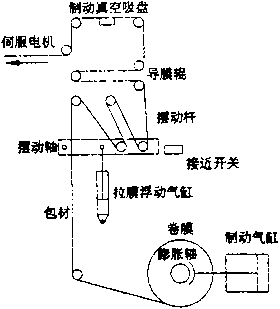
图1包装机气动卷材张力控制机构组成示意图
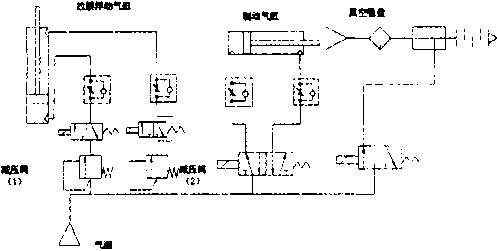
图2包装机气动卷材张力控制系统原理图
2)拉膜时段:首先真空吸盘解除真空放开包 材,同时控制拉膜浮动气缸向上运行的两位三通电 磁阀得电,使气缸产生向上的推力。通过调节减压 阀(图2)使气缸向上的推力比摆动杆重力作用到气 缸杆上的合力小(一般相差1.5 ~2Kg),这时拉膜浮 动气缸的活塞杆并不运动,拉膜浮动气缸此时的作 用只是减轻摆动杆的重量,同时使包材有具有一定 的张力,随后伺服电机开始拉膜。伺服电机拉膜运 动是间歇的,每次拉膜的长度由包材上的定位色标 确定。包材上的色标为等间距,当颜色传感器检测 到包材定位色标,发出信号给PLC.PLC确定定位膜 块控制伺服电机快速停止,实现快速定长拉膜。同 时控制电磁阀使真空吸盘吸住包材,减小包材前冲, 并且同时关断控制浮动气缸向上运动的电磁阀,使 摆动杆自然下垂,否则包材前冲大时,虽然浮动气缸 向上产生的推力比摆动杆的自重小,但由于浮动气 缸的下腔已有压缩空气,摆动杆靠自重有时不能完 全回落拉紧包杆,因此需要将浮动气缸的下腔压缩 空气暂时放掉,等摆动杆完全回落后再打开控制浮 动气缸向上运动的电磁阀,为下次拉膜做好准备。 这种机构可使包材具有很小的恒定张力,同时又有 足够的开膜张力,提高了包装速度。这种机构利用 气动执行元件的柔性工作,既可以使摆动杆强制向 下摆动开膜,又具有浮动的特点。该机构应用于 400g全自动充氮奶粉包装机,使用效果很好。
2包装机气动卷材张力控制机构动力学参数计算
2.1开卷张力计算
包材卷膜转动惯量由两部分组成,一是卷膜膨 胀轴本身的转动惯量,一是包材卷自身的转动惯量。 膨胀轴的转动惯量可按圆柱体计算,其公式为
Ji = (1)
式中Ji 膨胀轴的转动惯量,姐皿2;
m, 膨胀轴的质量,&g;
Ri——膨胀轴的半径,m。
卷膜本身的转动惯量可以按圆筒体转动惯量计 算,其公式为
J2 = }明2(足 + r2) (2).
式中J2 巻膜的转动惯量,Agm2;
m2 卷膜的质量,&g;
R2 卷膜的外径,m;
r 卷膜的内径,m。
应当注意的是卷膜的质量和外径在工作过程中 是逐渐减小的,在包装机工作过程中卷膜辍的转动 惯量是变化的,同时包材张力作用半径也是变化的。 为了求岀开卷最大张力,应在二种极限状态下分别 计算。取其最大值作为选择系统参数的依据。根据 包装机的动作要求,开卷时间tW0.4S;包材开卷长 度LN0.2m,计算开卷所需的张力Fo
为了简化计算,略去摩擦力的影响,将开卷过程 视为匀加速圆周运动,每次开卷包材长度的计算公 式为
H = — • R • at2 (3)
4 77
式中H 包材长度,m;
R——卷膜辐外径,m;
a 加速度,m/s2;
t——开卷时间,s。
圆周运动的加速度计算公式为
a = Mg/J = RF/J (4)
式中Mg =RF,其中R― 材外径,m;
F——包材张力,N。
将式(4)带入(3)可得包材张力计算公式
F = 2H • J/R2 - t2 (5)
式中J =Ji+J2 -卷膜辐总的转动惯量,kgm。
在全自动400g充氮奶粉包装机气动卷材张力 控制机构的参数如表1所示。
表1气动卷材张力控制机构的参数
|
膨胀轴 质量 |
膨胀轴 半径 |
膨胀轴 转动惯量 |
卷膜包材 最大半径 |
卷膜包材 最大供量 |
卷膜包材 最大转动惯量 |
|
mJ kg) |
Rl(m) |
JJkgm?) |
R2(m) |
m2(kg) |
J2 ( kgm?) |
|
7.5 |
0.037 |
6.8x10-3 |
0.200 |
15 |
248.2x10-3 |
为了确定开卷张力,必须分别计算包材外径最 大和包材外径最小两个极限情况下的开卷张力:
包材最大直径时的开卷张力
Fdmax = 14. 04N
包材最小直径时的开卷张力
Fdmin = 50. 6N
根据上述计算结果,最大张力出现在包材最少 时,因此,可根据包材最少时的张力来确定气缸尺 寸。
2.2气虹拉力计算
在图(3)中摆动杆的摆动斜度为土 10。,摆动杆 的位置不同各力相对于摆动中心的作用方向发生变 化。在极限位置需要的气缸拉力最大,下面根据这 个拉力来计算气缸的缸径。
摆动杆力平衡方程为
4F •烏 一 F\F, - F2L3 = 0 (6)
式中F2——气缸产生的拉力,N;
F——卷膜的张力, N;
F] 摆动杆的质量,kg;
L——包材的张力作用到摆动杆上合力的作 用点到摆动杆摆动中心的距离,m;
L,——摆动杆的质心到摆动杆摆动中心的距 离m;
L3——摆动杆气缸拉力作用点与摆动杆摆动 中心的垂直距离,m。
表2摆动杆的几何参数及力学参数
|
摆动杆 |
包材的张力作用到摆动杆上合力的 |
摆动杆的质心到摆动 |
摆动杆气缸拉力作用点与摆 |
|
的质量 |
作用点到摆动杆摆动中心的距离 |
杆摆动中心的距离 |
动杆摆动中心的垂直距离 |
|
FJkg) |
顷m) |
L] ( m) |
Lj ( m) |
|
12 |
0.28 |
0.32 |
0. 16 |
将表2中各项参数数值带入到式(7),不难得 到气缸拉力F2=141.5NO
包装机系统的工作压力为0. 65Mpa,为使浮动 气缸的拉力有一定的调节范围,初步确定其工作压 力为0.5Mpa,最后根据工作行程和机械安装结构选 用SMC公司的CDM2B32-150气缸。
3包装机气动卷材张力控制机构的安装调试及使用
包装机气动卷材张力控制机构是专门为400g 全自动充氮奶粉包装机设计的,已正式投入生产,运 行状态良好。在调试过程中,控制浮动气缸向下拉 动的气动回路工作压力的减压阀(2)工作压力设定 为0.45Mpa,浮动气缸向上推动减压阀(1)工作压 力设定为0.3Mpa,实际测得的开卷时间为0.42s,开 卷长度为0.23m,拉膜时段包材的张力为1.8kg,证 寮包装机气动卷材张力控制机构能够很好地满足包 装机在工作过程中对开卷的工作要求,说明上述的 结构方案的可行性与计算的正确性。
4结论
1) 本文给出了包装机气动卷材张力控制机构 的设计准则,经生产实践证明该系统性能稳定、工作 可靠,满足了现代高速包装机械对其包材开卷的要 求。
2) 气动控制因其柔性、清洁,易构成机电气集 成系统,将进一步提升包装机械行业的整体水平。
文章来源于网络转载,侵删
 ×
×



