

来源:网络转载更新时间:2020-07-27 13:53:40点击次数:4740次
YB48 型 超 高 速 硬 盒 包 装 机 是 引 进 德 国FOCKE 公司 FOCKE700S 硬盒包装技术的国产化设备,额定生产能力为 800 包/min[1-2]。而 YB418 型双铝包异型包装机是在 YB48 的基础上自主研发的一种异型包装机组,其包装工艺特点是在一个硬盒小包内含有两个铝箔烟包,每个铝箔烟包内含有二五排列的10 支卷烟。该机组可用于直径
6.36 mm 的烟支包装,包装速度为 200 包/min,其包装方式不仅可满足市场多样化、个性化需求,也可对烟支起到保湿保鲜作用。目前双铝包包装设备在国内应用较少,其中云南昭通卷烟厂通过对ZB42 硬盒硬条包装机组进行改造,可用于直径7.8 mm 的常规烟支包装,包装速度为 100 包/min, 但由于机型较早,自动化程度较低;而大多数生产企业的双铝包包装基本为手工操作,因此存在效率低、包装质量难以保证等问题。近年来,针对ZB48 型包装机组已进行了大量研究和改进,郭建娟等[3-4]对 YB48 型包装机烟库搅动块的形状、烟库下烟通道增设排烟丝槽等进行改进,增强了烟支输送的流畅性;苏琦等[5]对 YB48 型包装机的烟库进行优化设计,降低了烟库停机故障率;吴建军等[6]通过研究 YB618 型包装机美式条盒纸的拉带逆时针包装问题,满足了设备包装形式的多样化需求;马万杰等[7]通过改进 YB618 型包装机的硬条提升及美容装置,将硬条的堆叠输出改为“一条一推”输出方式;孙斌等[8]通过改进 YB618 型包装机条盒纸的长边折叠器,缩短了设备调试周期;张志盛等[9]通过改进 YB618 型包装机条盒透明纸端面美容器,改善了条盒包装的外观质量;吴建军等[10] 通过改进 YB618 型包装机第二推进器的润滑环境,保证了设备良好运行。在 YB418 异型包装机设计过程中,由于卷烟包装规格及包装工艺变化较大,内衬纸切割装置已超出原设计范围,因此内衬纸切割装置是关键部件之一,但目前对于 YB48 型包装机的工艺流程进行创新设计尚未见报道。为此,在原有 YB48 型超高速硬盒包装机的基础上,对内衬纸切割装置进行重新布局和设计,以满足卷烟包装工艺的新要求。
YB48 包装机内衬纸切割装置主要由引导辊、折痕辊、吸风输送辊、负压切割刀辊等部件组成, 见图 1。在生产中,内衬纸通过左侧引导辊 1 进入装置,经过上折痕辊 2、下折痕辊 3 预压折痕后,被负压切割刀辊 6 上的吸风孔固定并旋转,负压切割刀辊上的真空切割刀和撕口切割刀配合固定切割刀 8,完成内衬纸 PULL 撕口的切割和切断。单张完整被切割好的内衬纸经负压切割刀辊在 6 点钟位置与吸风输送辊 4 完成交接,吸风输送辊的内侧输送辊通过内吸风输送辊传动轴 5 经同步带
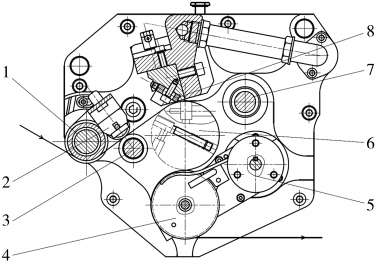
图1 内衬纸切割装置示意图
Fig.1 Schematic diagram of inner liner cutting device
完成动力输入,并与吸风输送辊的外侧输送辊形成同步运动,在 9 点钟位置停止吸风使得内衬纸垂直向下,并与右侧输入的烟组结合完成内衬烟包的包装。
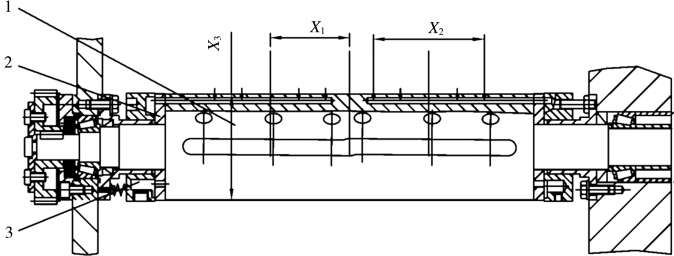
分析发现,YB48 与 YB418 包装机内衬纸切割装置主要存在以下差别:①YB48 包装机的烟组为 20 支一组,按 776 或 767 排列,烟组之间的中心距为 106 mm。而 YB418 包装机为 10 支一组二五排列,在后续过程中通过增加并包工位完成并包和整包烟支的包装,烟组之间的中心距为 80 mm,见图 2 和图 3。 ② 对于单张内衬纸规格 ,需 要将YB48 包装机的 220 mm × 80 mm(长 × 宽)改 为YB418 包装机的 210 mm×52 mm。③由于 YB418 包装机烟组包含两个二五排列的铝箔烟包,且烟支直径为 6.36 mm,因此第一输送通道的基准平面需要比常规烟支(直径 7.8 mm,排列方式为 767)降低 8.64 mm,烟组水平中心位置降低 4.32 mm。由此可见,需要对 YB418 包装机的内衬纸切割装置进行重新设计,以满足新的工艺包装要求。
图2 双铝箔烟包
Fig.2 Double aluminum foil cigarette pack
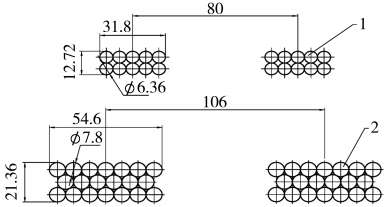
图3 YB48 和YB418 包装机烟组排列和规格对比
Fig.3 Arrangement and specification of cigarettes in packs packed by YB48 and YB418 cigarette packers
根据上述分析结果,主要对内衬纸切割箱体、切割传动系统、切割执行零部件进行重新布局和设计。
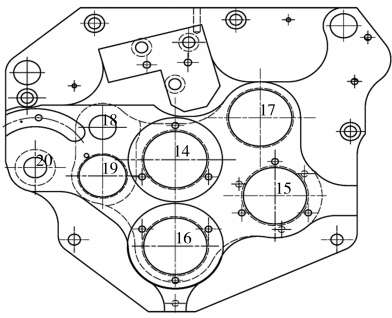
图4 内衬纸切割箱体示意图
Fig.4 Schematic diagram of inner liner cutting box
由于 YB418 的烟组水平中心位置较 YB48 降低 4.32 mm,为确保烟组中心与内衬纸中心交接时相对应,箱体上的相关轴孔需要重新设计,其中吸风输送辊所在的 16# 轴孔中心位置须降低 4.32 mm,见图4。
图 4 中,负压切割刀辊的 14# 轴孔与 16# 轴孔的吸风输送辊相配合,因此需要根据两个辊子的直径确定其位置尺寸。根据德国 FOCKE 公司给出的设计公式:
D =D(L+S)
——
1 2 π

式中:D1 、D2 分别为内衬纸切割辊和内衬纸输送辊的直径,mm;L—单张内衬纸的长度,mm;S—内衬纸碾展长度,一般取2~4 mm。
 α (D1+D2)/2+X
α (D1+D2)/2+X
式中:α—14#和 16#轴孔的中心距,mm;D1 、D2分别为内衬纸切割辊和内衬纸输送辊的直径, mm;X—间隙常数,一般取0.6~1.4 mm。
由于内衬纸长度为 210 mm,内衬纸经过压纹辊碾展后输出长度大于理论值,因此下游的切割辊直径要略大于压纹辊,以确保内衬纸在压纹后能够被全部取走不会滞留。考虑到机器转速,取S=4 mm,X=1 mm,根据公式(1)和(2)得到 D1=D2= 68 mm,α=69 mm,由此确定14#轴孔的位置尺寸。
15#轴孔通过同步带为 16#轴内衬纸输送辊内侧吸风辊提供动力,见图 5。为避免重新设计同步
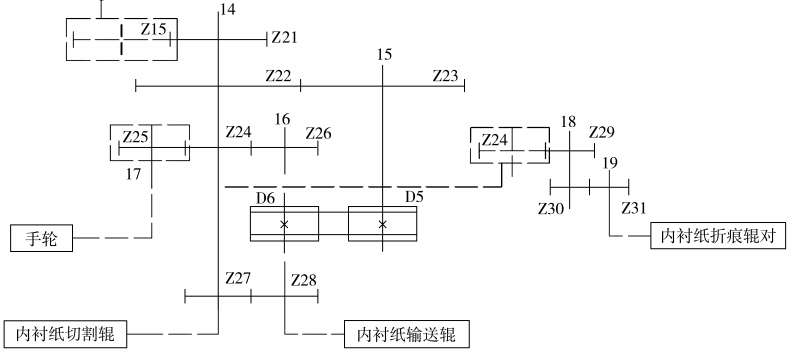
图5 内衬纸切割装置传动原理图
Fig.5 Illustrative diagram of transmission system for inner liner cutting device
带轮和同步带,降低设计成本,可以 16#轴的轴心为圆心,依据原 YB48 两轴之间的相对位置,取 R= 85.088 mm,θ=29.578°,见图6。
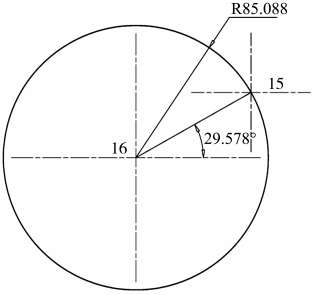
图6 15#轴孔设计图
Fig.6 Design of hole of shaft No.15
17#轴孔为手轮,为调试方便,手轮盘动一圈,
14#轴的内衬纸切割辊和16#轴的内衬纸输送辊也盘动一圈,传动比为1∶1∶1。根据图5 可知,17#轴的齿轮齿数Z25 与相啮合的 14# 轴的齿轮齿数Z24 相等。因此,17#轴孔与14#轴孔的中心距约为69 mm。
18#、19#、20# 轴孔为图 1 中的引导辊、上折痕辊和下折痕辊。由于内衬纸长度改变,下折痕辊直径和齿轮齿数要重新设计才能保证折痕过程中三者的线速度匹配。为此,通过调整齿轮齿数及变位可以满足设计要求的前提下,使 3 个孔的位置尺寸保持不变,以降低设计成本。
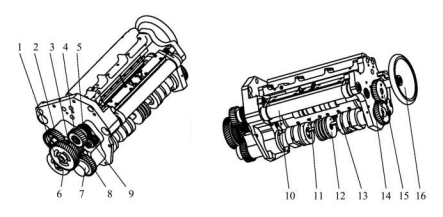
1.齿轮Z21 2.齿轮Z25 3.齿轮Z22 4.齿轮Z29 5.齿轮Z30 6.齿轮Z23 7.齿轮Z26 8.齿轮Z24 9.齿轮Z31 10.内
衬纸折痕辊对 11.内衬纸切割辊 12.内衬纸输送辊(内侧) 13.内衬纸输送辊(外侧) 14.齿轮Z27 15.齿轮Z28 16.手轮
图7 内衬纸切割传动系统示意图
Fig.7 Schematic diagram of transmission system for inner liner cutting

为确保角速度不变,齿轮 Z21 的齿数必须保持不变。由于 14#轴孔的中心位置已重新设计,其与齿轮 Z15 的中心距由 113.520 mm 改为 115.365 mm,因此齿数比 Z15/Z21=63/45。根据齿轮标准中心距、压力角、啮合角计算公式:
根据公式(3)~公式(6)可求得 xn ∑ =0.939 3,且齿轮Z15 的变位系数为0.610 6,根据公式:
xn ∑=xn1+xn2 (7)
将数值代入公式(7),可得 xn2=0.939 3-0.610 6=
0.328 7。
由于内衬纸切割辊的直径略大于压纹辊,在
m(n z1 z2)
2cos β
(3)
相同角速度下内衬纸在压纹端和切割端的线速度
会产生差异。 为了减少内衬纸切割端在进行
式中:α— 标准中心距,mm;mn — 法向模数,
mm;β—螺旋角,rad;z1 、z2 —齿数。
PULL 撕口切割时因张紧力过大而造成误切断,内衬 纸 折 痕 辊 对 在 输 出 端 要 略 微 加 速 。 根 据
αt=tan-(1
tan α ) (4)
FOCKE 公司的设计要求,内衬纸切割辊转动 1 圈, 折痕辊对在相同时间内多输送 1 mm,以消除可能存在的张紧力,因此内衬纸折痕辊对的传动齿轮齿数和下折痕辊直径都需要重新设计,而上折痕
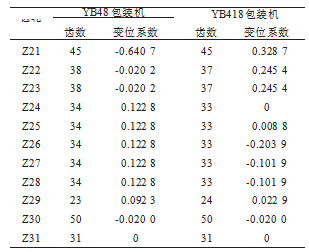
表2 YB48 和YB418 包装机内衬纸切割装置传动系统对比
Tab.2 Comparison of transmission system for inner liner cutting between YB48 and YB418 cigarette packers
内衬纸切割执行零件包括折痕辊、切割辊、输送辊 3 部分。图 8 中,折痕辊用于完成内衬纸的微加速输送和内衬纸两端的预压痕,分为上折痕辊和下折痕辊,左右两个辊子与中心距离X1 由53 mm 改为 40 mm;上折痕辊为被动传动,其上有两个折痕辊筒用于完成内衬纸的折痕,辊筒折痕尺寸 X2= 烟组宽度尺寸+0.2=32 mm;下折痕辊为主动传动,其外径在2.2.2 节中已计算,X3=30.8 mm。
图9 中,切割辊包括负压切割辊、石墨片、气路
控制盘等部分,用于完成内衬纸的 PULL 撕口切割和单张切断。负压切割辊上的左右两个切刀槽与中心距离X1 由53 mm 改为40 mm;负压切割辊上有吸风孔,用于吸附内衬纸,单张内衬纸宽度为52 mm,
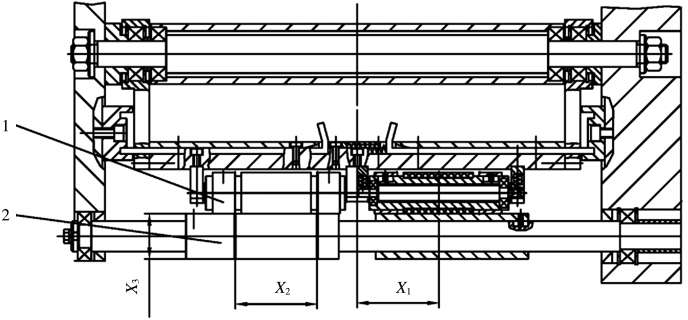
图8 折痕辊结构示意图
Fig.8 Schematic diagram of structure of folding roller
1.负压切割辊 2.石墨片 3.气路控制盘
图9 切割辊结构示意图
Fig.9 Schematic diagram of structure of cutting roller
 最外侧的两个吸风孔与内衬纸外缘距离 3 mm,因此两个外侧吸风孔距离 X2=52-3×2=46 mm;负压切割辊的外径在2.1 节中已计算,X3=69 mm。
最外侧的两个吸风孔与内衬纸外缘距离 3 mm,因此两个外侧吸风孔距离 X2=52-3×2=46 mm;负压切割辊的外径在2.1 节中已计算,X3=69 mm。
图 10 中,输送辊包括气路控制盘、石墨片、吸风输送辊(外侧)、吸风输送辊(内侧)等部分,用于接收来自切割辊的单张内衬纸,并将其输送到下游与第一输送链上的烟组进行包装。其中,输送
辊内外侧之间有烟组通过,与内衬纸结合完成包装,左右烟组与中心距离 X1 由 53 mm 改为 40 mm; 烟组与吸风输送辊端面之间的距离X2 为1.5~3 mm; 吸风输送辊(外侧)和吸风输送辊(内侧)的吸风孔之间距离 X3 ,与图 9 中两个外侧吸风孔的距离一致,均为 46 mm;吸风输送辊(外侧)和吸风输送辊
(内侧)的外径在2.1 节中已计算,X4=69 mm。
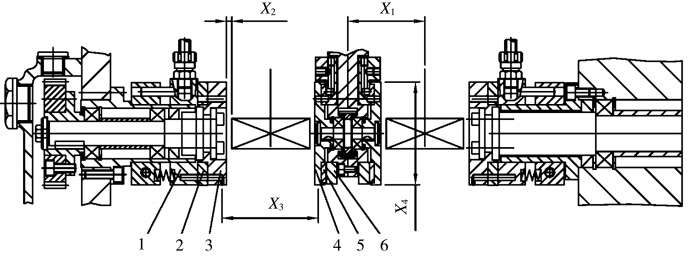
图10 输送辊结构示意图
Fig.10 Schematic diagram of structure of conveying roller应用效果
1,6.气路控制盘 2,5.石墨片 3.吸风输送辊(外侧) 4.吸风输送辊(内侧)
带料测试时,故障停机 2 次,内衬纸外观质量缺陷20 张,主要原因在于 PULL 撕口误切断导致故障停机,切割刀调整不到位导致切割边出现毛刺。
材料:内衬纸(上海金叶包装材料有限公司), 定量 25~35 g/m2 ,铝箔厚度 0.006~0.008 mm,宽度 104 mm。纸盘内径120 mm,外径330~410 mm。
仪器和设备:工业型 3V 型游标卡尺

空运转测试结果表明,新设计的内衬纸切割装置运行平稳、无撞击,润滑良好、无漏油,轴承温升<40 ℃ ,噪声<69 dB,所有性能指标均符合 YB418 产品标准要求。
文章来源于网络转载,侵删
 ×
×



