

来源:网络转载更新时间:2020-07-20 15:41:57点击次数:4473次
AMF-3000型机系国外引进的二手设备. 设备原已陈旧。机械上磨损极大电气上。―日 8031通过8155完成输出扩展,8155片选CE 接P2.7.IO/M接七心这样8155PA 口和PB 口 的地址分别为7F00H和7F01H, PA 口和PB 口均定义为基本输入输出方式。当输出为高电 平“「时.经74G6驱动相应的继电器。考虑 系统扩展的可能,程序存储器容量选为8K。
系统输入接至8031的P5.;
中断子程序完成对15个动作的顺序控制. 排线零乱、备件不统一;机况:台与台之间的 差异较大,极不易于维护和管理。为达到生产 工艺的要求、方便管理,提高效益、改善产品 质量,该厂对此机型包装机的电气控制部分作 了改造。为达到统一备件,改善机况,例于维 修和管理,提高产品质量,以及提高设备效益 的目标.尽量不增加外围元件,利用PLC机上 如锁存器、移位寄存器和内部线圈等资源,巧 妙地编程,用软件来消除硬件不统一,榆测不 够准确等弊病,解决它不能满足和达到卷烟工 中断服务结束后返回主程序.等待下一次中断。 图2是系统主程序和中断子程序框图.图中n 延时表示n动作执行时间,间隔延时表示该动 作结束至下一个动作开始的时间间隔,对有重 疊的动作应送相应的二进制数至相应的口地 址。中断子程序中的延时均由软件定时完成。
软件定时使系统的通用性提高,对产品规 格调整而引起的动作时间和顺序的改变,只需 修改程序中相应的定时常数和动作顺序。
系统上电后.发光二极管A亮,按K,键系 统进入工作状态,发光二极管B亮A熄灭.若 未按K,键,8031处于査询P"的状态。暂停可 按K,键,发光二极管C亮,A和B熄灭。结束 暂停按K:键I系统回到初始状态。
若在系统上加上掉电保护和数显,系统可 自动计数、存储和显示已包装产品的个数"
艺要求的问题,从根本上提高了设备的利用率, 以保证产品质量、改善其不利于维修和管理的 状况.
 |
|||
 |
|||
在改造和调试过程中,我们发现部分机子 的下盒皮轨道在下盒皮时,尽管相应的盒皮检 测开关釆用的是检测距离较大、检测灵敏度较 好的光电开关,但因其机械磨损大.啮合不良. 造成盒皮在运输过程中抖动不稳,致使光电检 测的反射光闪动而形成误剔烟的情况。为改善 机况、提高检测的准确度、不增加更多的无件, 这就利用了 PLC机上的资源:餓存器、计数器、 移位寄存器和内部线圈。为克服以上现象.存 在着本次信号的移位脉冲以及上次锁存信号的 清零复位脉冲取自于谁的冋题。通常的办法是 采用增设一套检测装置来克服.但是正如我们 的设计思想是为提高产品质量、满足产品的工 艺要求、同时达到备件统一、便于维修和管理 一样,我们考虑的是利用软件来代替它.产生 所需的脉冲信号.
因为AMF - 300。型包装机的速度在60 包/分至150包/分之间•故应以其最大速度来 计算每包一•包烟所需要的时间。即;
TP = lmin/150 包=6Omin/15O 包
=0. 4 秒/包=400ms/包
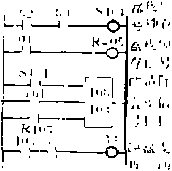
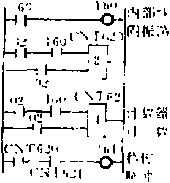
该机中•所需的移位脉冲的脉宽至少应是 TP的十分之一,也就是40ms。在正常情况下, 査出执行其本身正常的工艺《卷烟工艺〉程序 时,其扫描时间为11. 5s,经过计算和実验,我 们选定系统中的包装转塔和空头缺支的同歩脉 冲信号为基准来设计程序.故而设计出以下梯 形图和程序来产生所需要的脉冲。
图1移位脉冲梯形图 图2剔烟控制梯形图 图中,16。、161和162为内部线圈,01和 02分别为空头缺支和包装转塔同步信号, CNT62O, CNT621 为计数器.SR400、SR401、 SR4O2和SR403为移位寄存器,S404为置锁 存器、R405为清锁存器,内部线圈161即为所 求移位脉冲信号,30为剔烟输出信号,。。为盒 皮检测信号。
根据以上梯形图的逻辑,编制出以下程序, 移位脉冲程序清单STR NOT 160 4 内部线圈振荡程序输入后,AMF-3000型机杜绝了因轨 道磨损,盒皮检澜信号不稳,不能准确剔烟的 现象,达到了既定的效果。经过实践证明,利 用PLC对AMF - 3000型二手包装机进行控 制达到了 AMF - 3000机的工艺和质量要求、 节省了硬件配置提高了经济效益。
本文源于网络转载,如有侵权,请联系删除
 ×
×



