

来源:网络转载更新时间:2020-07-16 14:35:48点击次数:4724次
目前,我国食品包装行业广泛使用的散料包装机都是釆用机械式传动作为动力传送方式继电器一接触器组成控制电路、存在着机构复杂、调节环节多、自动控制难的缺点。气动 式散料包装机是一种我成型一充填一封口设备它的动力传送全部采用气压传动方式。使 得整个机构大大简化,各执行机构调整方便,易于实现自动控制。
本包装机采用立式结构,由机架部分、执行机构、气压传动系统、PC控制系统、冷却水循 环系统五部分组成。工作循环如下:
(1) 卷筒状的复合包装纸经过成型器引下,在喂料机构的牵 引下,进入竖封机构和横封机构。喂料机构是一组间歇对滚的 胶轮•它的旋转力矩是由气马达经由电磁离合器、电磁制动器的 联合控制传递给胶轮的。
(2) 喂料机构停止喂料后,横封机构、竖封机构对进入位置 的包装纸进行热合。横封机构、竖封机构和热合头的开闭运动是 由作往复运动的缓冲气缸来推动的。气紅的运动速度由气压传 动系统的节流阀来调节。
(3) 物料的计量采用活塞式计量方法。作往夏运动的气缸推 动活塞完成物科的计量及充填。
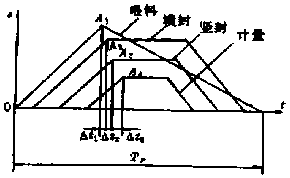
(4)喂料机构动作,把装好物料的袋移至下一工位,横封机土岐轮9,努封头]。.料斗
构完成封口、切断。制成了一个三面封的包装袋,图1是传动示意图。
整台机器各部分的协调动作是由一台可编程控制器来控制的口机器工作循环的改变可 以通过软件编程实现。软件设计尤为重要。
2 PC控制系统
2.1输入输出设定
 |
指示灯共4点。冷却水阀1点。控制横封气缸的双线圈电磁阀2点.控制竖封机构气缸的 双线圈电磁阀2点。控制气马达间歐运动电磁离合器、电磁制动器各1点。控制横封、竖封 热合的接触器各1点,控制气马达转动的电磁阀1点,共计16点。
2,2可编程控制器机型选择 .
据上面输入输岀点的设定,控制系统I/。点数为33点,且全部为开关量。又因是在单机 上使用,宜选择箱体式结构,据此选用日本三菱公司的F1-60MR可编程控制器,它有36 输入点,24输出点,带奂载能力较强,可直接带动电磁阀、指示灯。结构非常紧凑、体积小 巧、成本祇、安装方便。输入输出端子编号见图3.
2.3控制系统的梯形图及程序
2. 3. 1整体梯形图电路结构 图4是整个PC控制系统的可编程控制器梯形图电路结构。 在选择单操作方式时,X414断开,执行单操作程序,这里单操作程序可另设计。若选择连续 操作方式,X413断开,执行自动操作程序。图中R是复位奇存器,S是置位寄存器。
2.3. 2自动操作程序图(程序清单略) 从梯形图(图5)可以看到,M100、M120、 M140为16个辅助继电器构成的移位寄存器,SFT为移位控制端。每接通一次,移位寄存器 M内丄6个轉助继电器数据相应右移1位。3个移位寄存器控制整个步进过程。选用时间定 时器T45}、T452、T453、T450起时间延时作用。
本文源于网络转载,如有侵权,请联系删除
 ×
×



