

来源:网络转载更新时间:2020-07-16 14:05:07点击次数:5730次
据调査了解,全国各地有不少冷轧窄带钢冷拔钢丝和冷轧铜带及冷拉铜丝等冶金企 业,它们的产品包装除少数厂家的钢丝卷采用一种陈旧的半机械化式的铜丝打包机外, 其余产品包装都是手工操作,劳动强度大,效率低质量差。钢带卷外型特殊、尺寸小而重量 大是采用机械包装的主要难点。如钢带卷在驱动轮上打滑造成驱动困难,锋利的边角造 成包装材料断裂或角裂等现象;同时钢带卷 和钢丝卷在相同重量的条件下,前者内外径 比后者小得多(钢丝卷外径为lm,内径约 900mm,钢带卷外径为500〜700mm内径约 350mm)。因此,它们的曲率半径差别很大, 为解决上述技术难点,我们研制一种既能包 装钢铜丝卷,又能包装钢铜带卷,还能适应它们不同重量、不同直径、不同寛度产品的新型包装机.该机具有多功能多用途,机械化包装和效率高的特点,在研制过程中,主要采用了 以下技术措施。
1结机研制
1. 1总体结杓设计
总体结构设计要兼顾钢铜丝卷、钢铜带 卷(以下简称钢卷)的包装要求,打破老式钢 丝打包机分离式总体结构,改用立式整体结 构,用立式机架将钢卷驱动系统、棱子(打包 环)传动系统、升降调整系统和自动出料系统 组合为一体,要求各系统之间排列清晰,便于 装拆,维修,整机强度剧度高,并为今后配备 自动进料系统留有余地.总体结构如图1所 示。
1. 2 防强装JL设奸
在钢卷运行轨迹的上部横截面内设置竖 直防摆门,在其下部设置前后水平防摆根,以 防止钢卷在运行过程中左右摆动。据实验观 察,钢卷左右摆动将使包装带张力増加进而 断带.给包装带来困难。
1-3张力调整装五设计
由断带原因分析可知,包装材料中麻带 强度高于浸烛牛皮纸强度,且浸烛牛皮纸与 导带杆和调带叉之间的摩擦阻力又低于麻带 与导带杆和调带叉之间的摩擦力。根据上述 特点,我们在送带棱子上不同位置设置了纸 带调紧装置和麻带调案装置,两带同时从导带杆上送出,如图2所示。
1.4 变位结枸设计
为实现包装机多功能多用途特性,要求 防摆裝置、棱子升降装置、托帽驱动装置、出 料装置等均需进行调整,本机采用变位结构 来满足此要求。
2驱动方式的设计与实验
根据可靠适用的原则,本机采用了电机 驱动。传动形式分摩擦传动、链条传动,螺旋 传动等几种,根据对包装工艺过程的分析、钢 卷驱动和棱子驱动都采用摩擦传动。
众所周知,摩擦传动主动力来自被驱动 物体,由于包装机工作的特殊性,钢卷质量虽 大,H旦接触表面涂有防锈油,使摩擦力降低造• 成打滑,打包环接触处虽无油但质量太小,与 驱动摩擦轮之间几乎是点接触。老式钢丝打 包机不得不使用皮带施压,便打包环产生足 够的摩擦力矩而运动。本机设计中,针对不同 的驱动特点,分别作了理论分析和实浅,以提 高设备可靠性。
2. 1 托柢传动M統
对托報传动系统,我们采用了变位机构。
ffl 3可沿水平竖直两方向调整的驱动托義 钢卷岸擦传动力矩大小主要决定于下列 因素|①钢卷本身的重量和直径大小;②两托 辗之间的相对位置即"、日角的大小;③托辗 表层材料与钢卷之间的摩擦系数.它们之间 的关系如下。
设Fi、fi、N、和分别为左右 托辍对钢卷的最大静滑动摩擦力,摩擦系数 和法向反力,W和R分别为钢卷的重量与半 径.则根据静力学平衡方程可得
NL=k,ktW ⑴
N%=押 (2)
只 T 1 sina+ftcosa / sina+ficosa
fc!=(l+/]/I)sin(<»+P)+(/1~/2)^(a+P) 所以
F\=f】N[=E2W (3)
F2 = f2N2^flkiW (4)
故摩擦传动力矩为
AfJF) = (Fi+FQR
=(人如十人)欢仅? (5)
在摩擦系数一定的情况下,由式(1)、(2》 我们可以得到a=0(对称情形)和a共8(非对 祢憎形〉时M、M随队0的变化规律.①当a =R时,M、Ni都随a、但的増大而増大,其变化规律如图4所示;②当a尹p时,TV】随臼增 大而増大,旦变化较快。而N,却随R増大而 略有减小,变化趋势较平缓,如图S所示.
由以上理论分析和实验可知,要使带油 的铜卷在运动过程中不打滑,.就必须保证在 摩擦传动过程中有较大的驱动力矩,即要获 得较大的摩擦力.为此,我们作了 3点考虑。 ①为获得较大摩擦力,应将a、F选得大一些 以増大如处值。即在条件允许情况下应将两 托辗间距安排得稍大一些。②为使钢卷在托 辗的摩擦传动下运动平稳.应尽可能使两托
橋的摩擦力大小基本相同.由式(1X(2)可 知而_~般情况下< 1 。所以NI
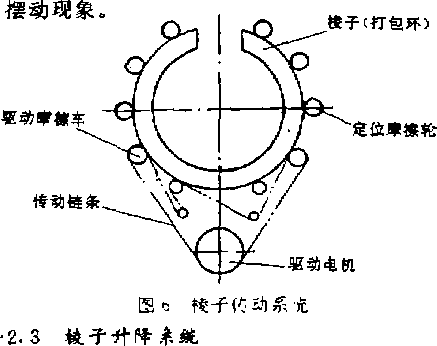
2.2 梭于传动亲统
棱子传动仍然采用摩擦驷动,但棱子质 婁轻.速度快,启动加速度大.根据包装工艺 要求还设有开口。因而给棱子启动和保持运 行平稳性都帯来了一定困难。
为了驱动棱子,老式钢丝打包机采用皮 带施压的办法来增大庠擦力矩.这种方法既 不可靠,效果又差,且调整麻烦。我们采用从 动轮通过偏置螺栓施压的办法.由于不需克 服皮帯与棱子接触面的滑动摩擦力,从而减 小了阻力矩。为克服棱子开口通过驱动轮造 成的振动,我们采用了多轮定位和多轮非对 称的驱动方式,如图(6)所示。实验证明,这种 驱动、定位方式的棱子运行平稳可靠,无打滑
为适应钢卷多品种、多规格的打包.棱子 的上下位置必须有调整装置,使棱子(包括包 装带)始终通过钢巻的中心。我们采用了双螺 旋机构同步驱动的方式进行调整,如图1所 示。
2. 4 出料系统
为减小包装工人劳动强度,配备了自动 出料系统.将已包装好的钢卷自动送岀,送出 机构采用DT-1-3- I型电动推杆.
3传动套数的选择与实验
传动参数是决定钢卷包装成功与否的关 键问题之一。选择传动参数主要考虑以下几 个方面因素.
3- 1 托臨转速
合理的托辐转速可防止钢卷摆动造成的 断带与角裂现象.也可避免打滑,如托辗转速 过高,则启动加速度也意大,从而使启动时需 要的摩擦力矩增大而导致打滑。
3- 2 -核子转速
合理的棱子转速能促使运动平稳,减少 运动惯性从而减小冲击.以增加摩擦轮的寿 命。实验也证实,棱子转速合理,对提高启动 性能减少纸带麻带张力和解决断带问题都有 明显作用"此外.还应考虐棱子上装有纸带麻 带材料卷.它们都是单向约束的惯性物体,过 高的棱子转速会造成材料卷松散,甚至滑岀 张紧导向装置,影响包装可靠性和质量.
3.3檢孑与•辑的转速比
合理的棱子与托辗转速比,直接影响包 装带重叠量和效率,实验证实,其值对包装紧 度也有影响.从而影响外观质量和防悟效果。
通过理论分析和实验研究,我们最后选 用以下传动参数,
托辗转速 ztH=34r/min
棱子转速 = 187r/min
关于棱子与托辐的转速比,首先按重叠 量要求来计算.
设包装带宽度为100mm,则每館一周的 宾际有效长度为
Z- = 67(mm >
而托辗转一圈,钢卷运动弧长为S(设托 辗直径为120mm)
S = k • D=377
側理论传动比为
i=S/L=5. 63
综合考虑托辗和核子的转速,通过实验. 最后取棱子与托辗的传动比为3=5. 5。
4包装材料的选择与使用方法
包装材料的选择与使用主要考虑下列因 素;
(1)目前工厂的实际使用情况及包装材 料的经济成本,我们仍沿用工厂使用的浸烛 牛皮纸和麻带,但推荐使用气相防潮纸代替 浸烛牛皮纸;
<2)包装材料要具有较好的防水防锈性 能.并具有一定的机械强度,
(3) 包装带宽度要合适,尽可能与钢卷弧 长一致,要避免造成过大的弦,否则,将产生 角裂甚至断裂现象,
(4)实验已证明,也可釆用编织带、塑料 带;
(5)各种材料张力强度不同.且运动过程 中张力随位置变化,故纸带、麻带应分别装在 不同位置,并用不同的张力调紧装置调整其 张力大小.如图2所示;
(6〉尽可能使包装带两条边的运动方向 与钢卷中心平行,并保证纸带、麻带同步缠 绕.
5防锈实验
钢卷局短期防锈范围,防锈期一年.因 此,对带油包装和不带油包装分别进行实验• 5. 1带油包装实验
钢卷包装前.整卷吊入油池中浸以防锈 油,吊出滴干后,再用浸烛牛皮纸和麻带在包 装机上进行整体包装,纸在里层,麻带在外 层。实验表明.无论包装质量或外观都优于手 工包装.只要运输和库存中包装带不被强行 破坏,则外部水分就不可能浸袭钢卷内.从而 保持一年无銹斑.实验还表明,如在外部再包 一层塑料薄膜.则密封效果更好。
5.2 不带油赳装实验
钢卷省去浸油工序,用气相防潮纸代替 浸烛牛皮纸进行包装,不仅包装工艺简单.而 且外观质量更好一些.但材料成本略高,
我们认为,上述两种包装方法均可满足 钢卷防锈和保护的要求,两相比较.还是采用 不带油包装为好.
本文源于网络转载,如有侵权,请联系删除
 ×
×



