

来源:网络转载更新时间:2020-07-08 11:23:06点击次数:3720次
0引言
上海烟机厂制造的卷烟包装机组以其速度高、性能稳定、维护方便等优点已经博得人们喜爱。已占据了国内及亚洲绝大多数市场,理所当然地成为当今卷烟行业的主导机型w。此系列包装机条包成品从条包透明纸包装机CV(简称CV)通道推岀后,便完成了在该机组的全部包装过程。下一个生产环节就是要将条包烟装箱,如何完成这一环节,不同的卷烟生产厂家有不同的解决方法。大多数未使用自动装箱系统的烟厂,烟条从包装机推出后未对其运行方向做任何改变,装箱台烟条运行方向与CV出口处烟条运动方向一致,而且烟条从CV出口平躺推出,需要装箱工将每条烟翻转90。才可装入烟箱,这样不但占据车间大量空间,而且大大增加了装箱工的劳动强度。怎样才能设计岀一种合理的装箱系统,设法减轻装箱工的劳动强度就显得尤为重要。本文介绍的装箱系统改变了烟条的运动方向,节省了生产空间,而且使烟条翻转90。解决了上述普遍存在的两个问题。
1硬件构成
此.系统可分为两部分,即烟条推出部分和烟条翻转排列部分。图1为装箱台系统外形示意图。它的工作动作受5个传感器控制,执行动作由两个电磁阀控制下的气缸来完成。在工作过程中烟条的运动方向如图1中箭头方向所示,完烟条从水平摆放到堆垛的过程。
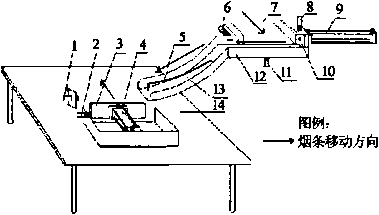
1—传感器B4;2—传感器B5;3—推板;4一堆垛气缸B;5—烟条翻转 导条;6—传感器B2;7—包装机烟条出口 ;8—传感器B3;9—推烟气 缸4; 10-推板4;11-传感器Bl;12一水平跑道;13—烟条滑道; 14—堆垛台.
图1装箱台系统构成示意图
1.1自动翻条装置
图1中,传感器B定义为条包烟到达水平跑道,用以检测条包烟是否到达水平跑道;传感器B2定义为烟条推出跑道,用以检测推烟气缸推板4是否将条包烟推出跑道;传感器83定义为推板4返回 原位,用以检测水平通道是否发生堵塞。图1中,将水平跑道中的烟条推出,进入烟条滑道之中,随后,向右运动直至恢复到原始位置,完成一个推出过程。
1.2自动堆垛装置
图1中,传感器84定义为烟条到达堆垛台,用以检测烟条是否到达堆垛台;传感器B5定义为堆垛完成,用以检测堆垛气缸8的推板8是否将烟条推出, 完成一次堆垛;气缸B的推板B向前运动,将从烟条滑道中滑落到堆垛台上面的烟条推出,使烟条变成一 排码放于堆垛台;随后向后运动直至恢复到初始位 置,完成一次堆垛过程。
2软件控制流程
装箱台的控制分为烟条的推出与堆垛的完成,图3是烟条推出与堆垛循环流程图。
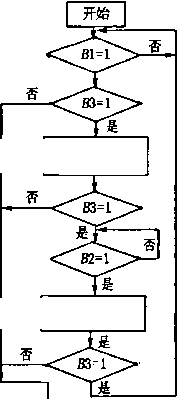
图3烟条推出与堆垛循环流程图
2.1烟条的推出
根据传感器B1、B2、83的不同状态,即条包烟到达水平跑道、条包烟推出水平跑道、推板返回原位,结合电路图的原理,使推烟气缸产生3种运行状态,即推板的推出、返回原位和气缸停止工作包装机CV部分停机。当推板4推出后没有在设定的时间丁之内返回原位,就认为推板4在推出或返回的过程中发生了堵塞现象,包装机CV部分停机。7的理论值应小于生产一条烟所需的时间。计算方法如下:7〈(包装机额定 速度60包/min),即:『<40/60,也即:丁<0.67 s。而在生产过程中,因为包装机实际运行速度一般最大设定为38.5包/min,在副机CV部分单机运行和启动速度运行时,速度设定在30 包/min。T值设定过小,会增加停机次 数,r值设定过大,又起不到停机保护作用。根据实际运行情况,7的实际值取1.5 s,效果最好。
2.2堆垛的完成
根据传感器B4、B5的不同状态, 即条包烟到达堆垛 台、堆垛完成,结合电路图的原理,使推烟气缸产生两种运行状态,即推板B的推出和返回原位。本系统釆用PLC控制系统,输入输出地址分配情况和控制程序见图4;图5为PLC控制程序梯形图与控制程序指令语句。
3结束语
本系统在我单位应用近两年来,运行平稳,故障率较低。比没采用此系统的手工堆垛装箱,大大降低了装 箱工劳动强度,而且装箱速度加快,装箱质量提高,在 生产过程中得到了认可。目前,所有的卷烟包装机已经都配备了此种装箱台系统,下一步,将在其他机型上进行推广应用。
本文源于网络转载,如有侵权,请联系删除
 ×
×



