

来源:网络转载更新时间:2020-06-29 10:35:56点击次数:4946次
0引言
中国作为世界烟花爆竹的生产大国,其烟花生产企业大部分散落在乡镇,存在生产设备落后、劳动人员密集、劳动生产率低、安全隐患严重等问题。彩珠筒为一种手持燃放烟花产品,品种规格多种多样, 其生产工艺过程主要有卷筒、装药、外装潢纸的裹包及打捆等。目前,彩珠筒的生产机械自动化水平较低。彩珠筒的包装主要是人工方式,其工作效率较低,劳动强度较大,且工作人员在恶劣的环境下作业,存在较大的安全隐患。因此,如何实现彩珠筒生产机械化和自动化成为研究热点。
气动技术即气压传动与控制技术,是当前机械设备中发展速度最快的技术之一。它具有结构简单、成本低、维护简便等优点,被广泛应用于汽车、 机床、包装机械、食品机械、印刷机械中⑵。
针对目前市场上彩珠筒的包装工艺不能实现全自动流水线生产,且其生产过程中安全性低等问题,本文设计了一种全自动的彩珠筒包装机控制系统,米用气动系统与PLC ( programmable logic controller )相结合的控制技术对包装机的工作过程进行控制⑴。该控制系统通过彩珠筒的全自动送料、压 紧、供纸、输纸、包装、卸料等一体化动作,准确定位彩珠筒,实现了彩珠筒包装的自动化,并保证了包装过程的安全性,大大减少了人工服务,提高了生产效率,降低了生产成本。
1控制系统设计
I. 1包装机工艺流程
该包装机是从传统工艺转为机械化、自动化的生产,其工艺流程⑴为:送料一压紧-供纸-输纸T 包装T卸料,如图1所示。输纸包括输送包装纸和刷 胶,由输纸电机带动传送带与刷胶辐来完成。为实 现上述工艺流程,本文设计了包装机控制系统,控 制包装机完成送料、压紧、供纸、输纸、包装、卸 料工作。控制系统配置了4个装有磁感式传感器的有 杆气缸,并且每个气缸的出气口、入气口均装有单 向节流阀,用来调节气体流量控制速度。

图2中,卸料、送料、压紧分别由有杆气缸A, B, C,以及2个单向节流阀和一个二位五通电磁阀进行 控制;供纸由有杆气缸D和2个单向节流阀,以及 一个二位五通电磁阀与一个二位二通电磁阀进行控 制:气动系统各部分的工作流程如下。
1 )送料即将工件送至包装部位。送料气缸B活 塞上的永久磁环检测气缸活塞位置,控制电磁阀通
图1包装机工艺流程图
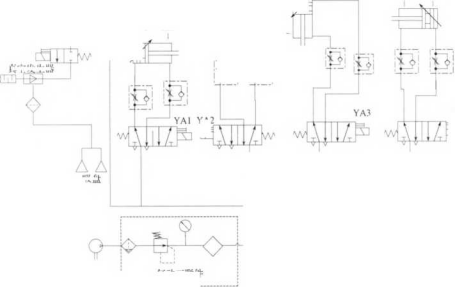
图2气动系统原理图
1.2气动系统工作原理
自动包装机气动系统由4个部分组成,即送料、 压紧、供纸、卸料。气动系统原理图如图2所示。
电,从而来改变气缸的运动方向。二位五通电磁阀 换向改变送料气缸B的移动方向。节流阀控制送料 气缸B的移动速度。二位五通电磁阀YA2接电,送 料气缸B向右移动,节流阀控制气缸速度,使其运 动至磁感应式传感器2B2位置,传感器2B2发出信号- 电磁阀YA2失电,送料气缸向左运动,运动至磁感 应式传感器2B1位置,传感器
2包装机PLC控制系统设计
2.1硬件配置和I/O表分配
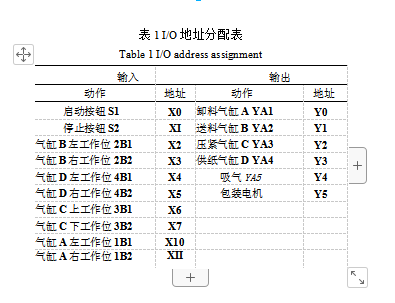
根据包装机的实际输入/输岀,考虑包装机的性 能要求和实际需要,结合三菱FX2N系列PLC的特 点四,本文选用FX2N系列FX3U-32MR的PLC,其可 以为工厂自动化生产提供很大的灵活性和较强控制 能力。按照工艺流程和气动系统控制要求,对PLC的 I/O地址进行分配,如表1所示。
由表1可以看出,本文将启动、停止、气动回路 的各磁性开关作为输入信号,将气动系统的各电磁 阀、包装电机作为输出信号。PLC控制系统按照包装 机的工序流程进行相关动作。
2.2控制系统顺序功能图
顺序功能图又叫做状态转移图,它是描述控制 系统的控制过程、功能和特性的一种图形,其思想 是将控制设备的一个周期划分为若干个工作步,并 且明确表示每一步要执行的输出以及步与步之间的 转换。根据自动包装机的工作动作要求⑴,该自动包 装机的顺序功能图如图3所示。
2.3系统控制流程图
PLC具有丰富的编程指令、良好的软件设计环 可釆用梯形图(ladder diagram, LD )、顺序功能
,
图(sequeential function chart, SFC )和指令表 (intermediate language, IL)等基本的编程语言'时。本 文釆用顺序功能图编程,编程软件为FXGP。先利用 计算机进行编程和调试,调试成功后,通过接口电 缆将控制程序下载到PLC中。
根据控制系统的顺序功能图,设计了包装机的 控制流程图,如图4所示。由图4可以看出,该工作 过程和包装工序表达清楚,转移条件明确。
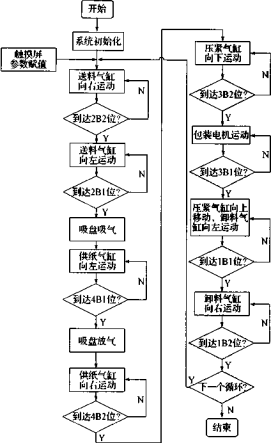
图4 PLC程序控制流程图
3结语
本文根据彩珠筒烟花外包装机各个工艺先后动 作的顺序,设计与研制了 “PLC-传感器-气动元件” 组成的典型气-电一体化控制系统向,即彩珠筒包装 机控制系统。自动装配机的控制器的 PLC该系统从根本上解决了人与烟花包装的分离, 并且为实现烟花爆竹产品流水作业生产提供了依据 和保障,把劳动力从密集型产业中释放出来,提高 了安全性,为今后烟花爆竹生产过程中其他工艺流 程的机械化提供了一定的基础。
本文源于网络转载,如有侵权,请联系删除
 ×
×



