

来源:网络转载更新时间:2020-06-16 15:07:56点击次数:3431次
包装机性能稳定、运行速度快、自动化程度高等优点,是目前技术较为成熟的中速卷烟包装设备 [1-3]。但随着消费者对产品质量要求的越来越高,设备原有的一些装置已不能满足产品质量的工艺要求。铝箔纸折叠往复盒故障率高,由此所产生的质量问题,经常要对设备进行维修调整,严重时生产的产品要做报废处理,增加原辅材料的消耗。对此,围绕折叠往复盒进行了改进设计。
包装机主要的特点即是采用直包方式完成铝箔纸折叠,铝箔纸烟包输送、折叠、成型等工序都是动态下完成的。第一推进器将烟包送入折叠往复盒内,曲柄连杆机构拖动往复盒加速向前运动脱离第一推进器。往复盒内的E 型夹紧块夹住烟包,
( 一) 气囊压紧钢片模板设计
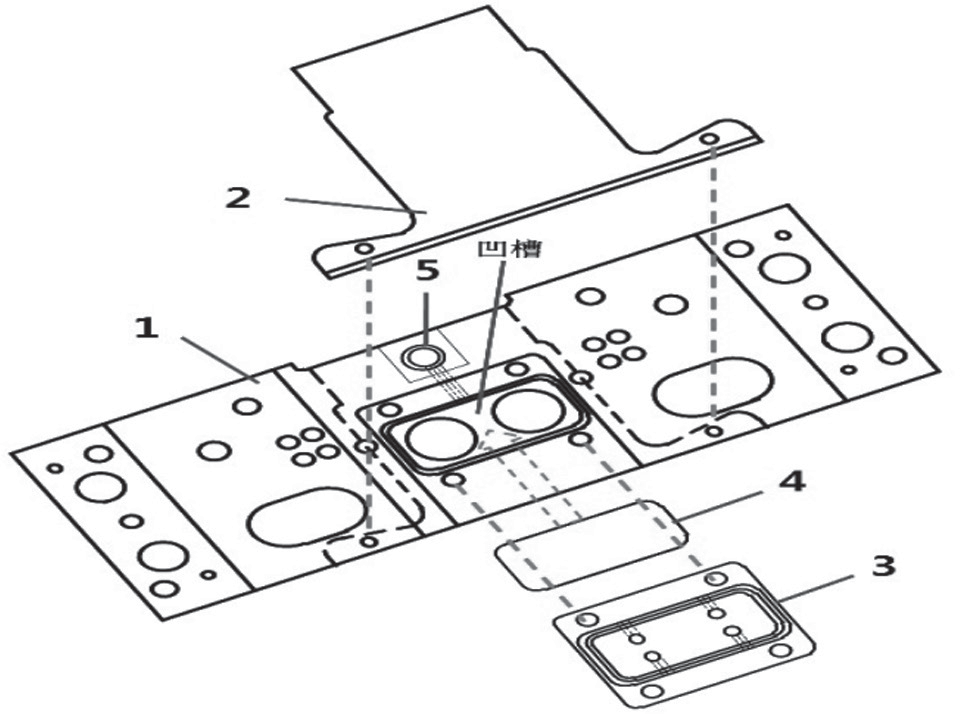
按改进要求,重新设计往复盒压紧装置, 由原来的“E”字型机械式夹紧板改为气囊压紧钢片模板。
( 二) 气囊压紧装置气动控制设计
烟包进入铝箔纸折叠往复模盒后,压缩空气经二位三通电磁阀和进气接口进入底板、密封盖和聚氨酯块组成的气囊腔室后顶起钢片模板,向上运动夹紧烟包,以使折叠器完成折叠动作。进入气囊的压缩空气大小可通过压力调节阀调节,具体原理图见图 2。
一、本文在原机的基础上改进了铝箔纸折叠往复盒,铝箔纸烟包由机械式夹紧改造为气囊压紧,有效解决了铝箔纸折叠不良质量缺陷,同时提高了维修效率。使其在运动过程中不会被移动,折角器完成铝箔纸的折叠成型。然后,往复盒内的E 型夹紧块打开,烟包最后由烟包推把推出。铝箔纸烟包推入折叠往复盒后由于惯性的作用,停止位置不稳定,容易产生铝箔纸折叠不良质量缺陷。
本文源于网络转载,如有侵权,请联系删除
 ×
×



