

来源:网络转载更新时间:2020-06-02 16:32:53点击次数:3187次
1存在问题
包装机在包装过程中针对铝箔纸的质 量检测有左侧铝箔纸偏移检测、右侧铝箔纸偏移 检测和铝箔纸PLLL检测%这几个检测是在商 标纸包上烟支裹包前对铝箔纸所进行的检测,在 商标纸包上烟支裹包后未设计有小盒铝箔纸缺 陷检测装置。烟支裹包在三号轮、四号轮包装过 程中产生的铝箔纸破损或铝箔纸缺失,设备均不 能自动检测剔除。许多卷烟厂在生产过程中都不 同程度出现缺铝箔纸或铝箔纸破损的小盒卷烟 混入成品条盒卷烟中'气而且小盒卷烟的铝箔纸 破损或铝箔纸缺失后,往往会使烟支在三号轮、 四号轮包装过程中丢失,造成小盒卷烟严重缺支。
2设计方案及原理
为了能对小盒卷烟内的铝箔纸质量缺陷进 行有效检测,选用电感式传感器闵作为检测元件, 电感式传感器可以透过商标纸等非金属材料对 小盒卷烟内的铝箔纸质量缺陷进行有效检测。检 测装置由2个电感式传感器、2个反射式光纤传 感器、1个剔除同步光电传感器、1个剔除气阀、 1个剔除气嘴和1个可编程逻辑控制器PLC组成。
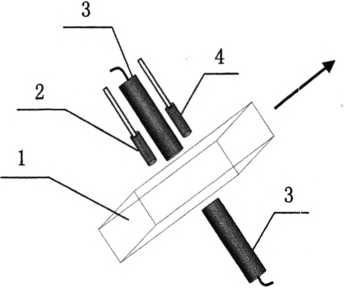
在包装机的第一条烟包输送通道s两 侧的挡板上各安装1个电感式传感器,由这2个 电感式传感器对小盒卷烟的两个侧面进行扫描 检测。在其中一个电感式传感器的两侧各安装1 个反射式光纤传感器,检测同步信号由这2个反 射式光纤传感器设定,调整这2个反射式光纤传 感器的左右位置,即可设定检测同步宽度。见图 1、2。
在距离所述电感式传感器150至200毫米远 的烟包输送通道挡板上安装1个剔除同步光电传 感器和1个剔除气嘴。将剔除气嘴对面的烟包输 送通道档板开200至250毫米宽28至30毫米深 的缺口,由剔除气嘴将有铝箔纸缺陷的小盒卷烟 从所述缺口吹出烟包输送通道。见图1、2。
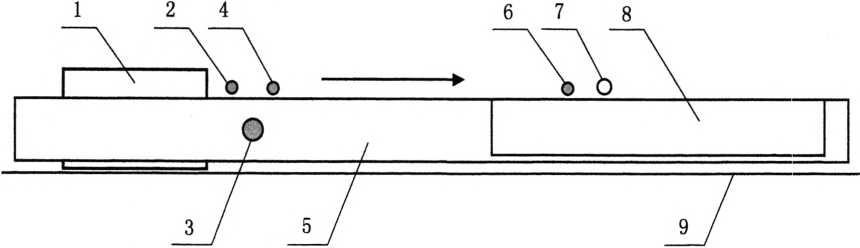
1.小盒卷烟2.前反射式光纤传感器3.电感式传感器4.后反射式光纤传感器
图1传感器安装位置主视图
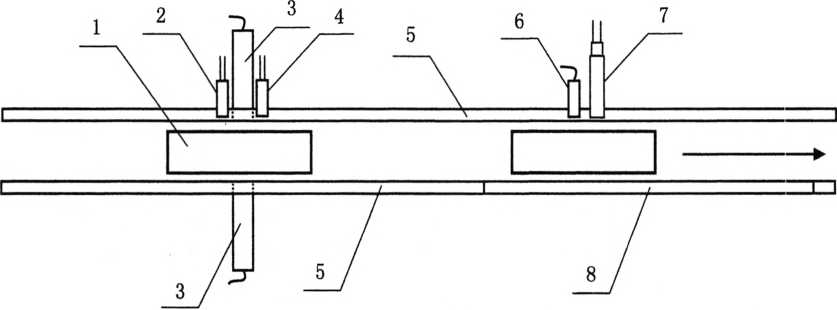
1.小盒卷烟2.前反射式光纤传感器3.电感式传感器4.后反射式光纤传感器
5.烟包输送通道挡板6.剔除同步光电传感器7.剔除气嘴8.缺口图2传感器安装位置俯视图
检测装置的原理为:通过2个电感式传感器 对运动中的小盒卷烟的两个侧面进行扫描检测, 当小盒卷烟到达电感式传感器前时,扫描开始。 检测同步由前反射式光纤传感器和后反射式光 纤传感器设定,当小盒卷烟到达后反射式光纤传 感器前时,检测同步开始,当小盒卷烟离开前反 射式光纤传感器时,检测同步结束,即检测同步 宽度为后反射式光纤传感器信号的上升沿国到前 反射式光纤传感器信号的下降沿。调整前反射式光纤传感器和后反射式光纤传感器的左右位置, 即可设定检测同步宽度。见图3。
在检测同步宽度内,当有一个以上电感式传 感器检测不到铝箔纸信号或检测到的铝箔纸信 号不连续时,判定为小盒卷烟缺铝箔纸或铝箔纸 破损。当小盒铝箔纸无缺陷时,电感式传感器的 扫描波形宽度大于检测同步波形宽度,检测结果 波形为低电平,表示检测到的小盒铝箔纸无缺 陷;当小盒卷烟缺铝箔纸时,电感式传感器的扫 描波形为低电平,检测结果波形为髙电平,表示 检测到的小盒铝箔纸存在缺陷;当小盒铝箔纸破 损时,电感式传感器的扫描波形宽度小于检测同 步波形宽度,检测结果波形为高电平,表示检测 到的小盒铝箔纸存在缺陷。
可编程逻辑控制器PLC选用西门子的 S7-200系列的CPU224'm,其控制方式为:检测 到小盒卷烟缺铝箔纸或铝箔纸破损时,PLC进行 存储移位,当检测到的有铝箔纸缺陷的小盒巻烟 到达剔除同步光电传感器前时,PLC指令剔除气 阀动作,剔除气嘴将有铝箔纸缺陷的小盒卷烟吹 出烟包输送通道,有铝箔纸缺陷的小盒卷烟掉入 回收桶中,不进入下道工序。有铝箔纸缺陷的小 盒卷烟被吹离剔除同步光电传感器后,PLC指令 剔除气阀动作停止。
3使用效果
包装机安装小盒铝箔纸缺陷检测装置 后,可在包装机不停机的情况下准确剔除有铝箔 纸破损或铝箔纸缺失的小盒卷烟。小盒卷烟铝箔 纸缺陷反馈由改进前的5~8包/月减少为0包/ 月,而且该检测装置成本低,安装简单,调整方便,检测可靠,能有效避免有铝箔纸缺陷的小盒 卷烟流入市场。
本文源于网络转载,如有侵权,请联系删除
 ×
×



