

来源:网络转载更新时间:2021-05-07 17:46:52点击次数:1149次
定量包装[1]就是按照预先设定的质量对物品进行包装,如食品、化肥、药剂等的包装。定量包装机械的称重单元一般由储料仓、闸门、截料装置、秤体等组成,定量的精度则取决于截料装置和秤体。由于传统的截料装置一般都在使用前设定好下料速度,一般分为快、中、慢3档,无法在包装过程中实现动态的精准调节,从而导致定量不够精确,无法应用于精准定量包装的场合。由于动态称重过程的被控对象具有惯性、滞后及时变等非线性特性,为此文中集中讨论模糊控制算法在精准定量包装机控制系统中的应用。
1定量包装机的结构
以颗粒和粉末类物料为例,定量包装机由储料仓、称重单元、夹袋装置及自动控制系统等组成,其主体结构见图1。
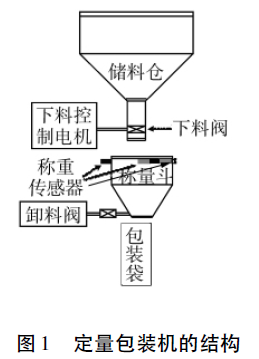
储料仓为缓冲式料仓,用于物料储备并提供一个接近均匀的物料流。下料阀门位于储料仓底部,由控制电机控制其开度以决定下料速度,在称重过程中可提供动态下料速度,从而保证定量包装机满足计量的准确度要求。在称量斗上方安装3个HBB波纹管称重传感器,三者分别成120°,完成重量到电信号的转变并传给控制系统。当物料质量达到设定值时,卸料电磁阀打开,将物料落入袋中。夹袋装置主要由夹袋机构、气动元件等组成,作用为夹紧包装袋,让称重完毕的物料全部落入包装袋。自动控制系统由称重显示控制器、微控制器、电子元件及控制柜组成,作为控制核心,使整个系统按预先设定的程序工作[2-3]。
2定量控制原理
称重传感器检测到的弱电压信号经放大、滤波等调理电路后,进入16位A/D转换器,核心控制器STM32读取A/D转换结果并经过数字滤波及运算后变换为质量值,与设定值比较后计算出偏差。采用模糊控制算法计算出当前偏差下需要的下料阀门开度,并将该开度值转换为控制电机的驱动量。这里使用步进电机实现,故最终的控制量为步进电机旋转的角度[4-5]。控制系统原理见图2。
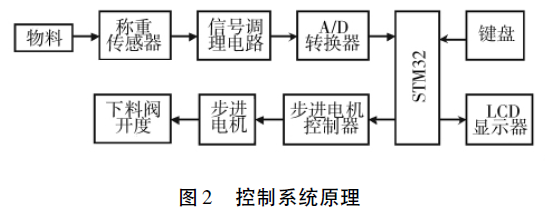
为保证包装速度,在定量包装开始后,下料控制电机将下料阀开启到最大开度(步进电机正转360°)。此时不使用模糊算法,当设定值与实际的物料质量偏差小于某个特定值时,再采用模糊算法来实现精确控制。
3模糊控制算法设计
为了使控制规则易于实现,这里选用二维模糊控制器,以设定质量值和实际质量值的偏差E及偏差的变化率EC作为模糊控制器的输入,并采用绝对式的模糊算法,即阀门开启的程度作为控制器的输出U,对应的是步进电机旋转的角度[6-7]。
3.1输入量的模糊化
因系统没有将落入称量斗的物料取出的功能,故实际控制过程中偏差E无负值,偏差变化率EC只能逐渐减小。
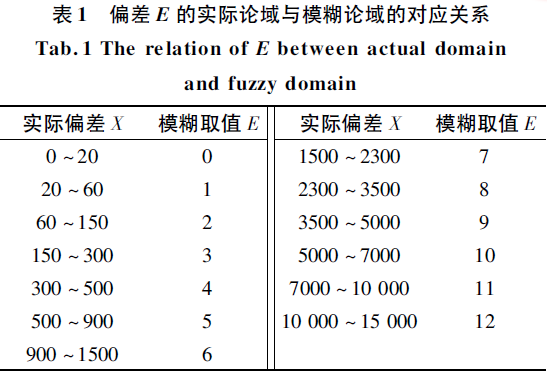
为讨论方便,以A/D转换器的结果范围作为偏差E的实际论域,16位A/D转换器的结果范围是0~65535。因偏差过大时下料阀门采用最大开度而不用模糊算法,故偏差实际论域取值为0~15000,实际应用时将其乘以特定的系数即可变为相应的质量值。偏差E的模糊论域取值为[0,12]。为了实现在偏差较小时的精准控制,采用非均匀量化[8]。偏差E模糊论域与实际论域的对应关系见表1。
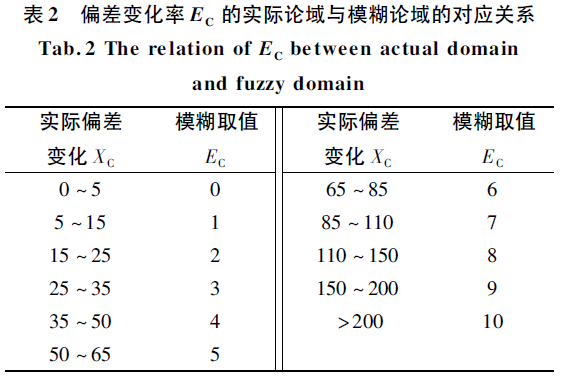
因精准定量包装过程时间较短,一般在几秒,故采用100K/s的高速采样方式,以20ms为一个运算与控制周期进行步进电机调节,以提高及时调整率。偏差变化率也以20ms为周期进行统计,以上一次的偏差减去本次的偏差作为偏差变化值。偏差变化率EC的模糊论域取值为[0,10],经多次试验,确定了实际与模糊论域的对应关系,见表2。
3.2模糊控制规则
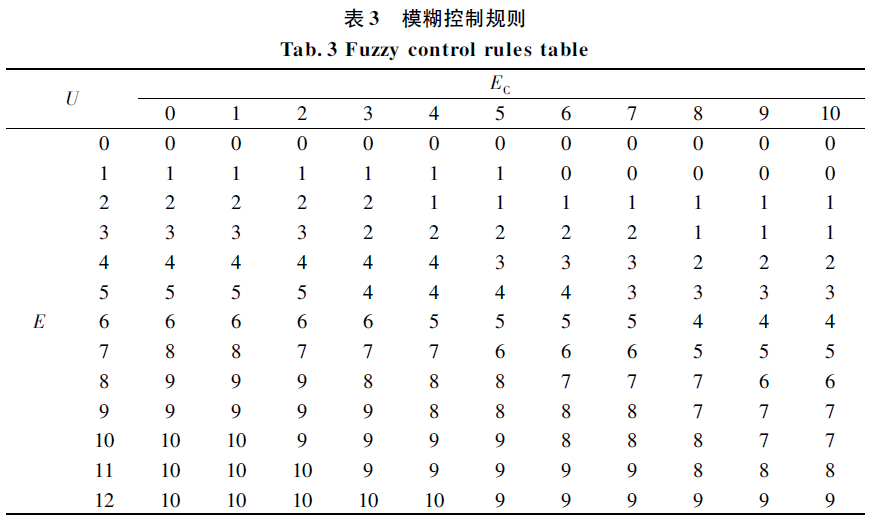
将控制量的模糊论域取值为[0,10],即将下料阀门开启程度分为11档,0对应阀门关闭,10对应阀门开度最大状态[9]。根据试验的结果,调整后的模糊规则见表3。
3.3控制量解模糊
设步进电机正向旋转360°时下料阀门开度最大,即步进电机的旋转角度为实际控制量,其取值范围是0~360°,而控制量U的模糊论域取值为[0,10],故根据实际需求得到的实际控制量与模糊控制量的对应关系见表4。这里选用步距角为1.8°的步进电机,为了实现快速调节而不采用细分控制,故实际输出选取1.8°的整数倍。

既要保证足够的包装速度,又要保证定量的高精度,采用控制思想:当偏差很大时,采用粗犷的控制方式,加大下料速度;当偏差较小时,采用精细控制,故将较小的下料速度多分几档(1~3)[10]。
3.4控制效果
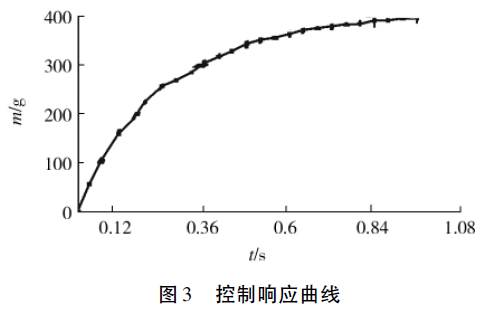
以包装400g的苏打粉为例,实际应用时调节放大电路的放大倍数,使400g时A/D转换器的输出在40000左右(满量程的60%左右),这样可以提高采样精度。每2个运算周期(40ms)从串口输出相应的质量值,得到响应曲线,见图3。从曲线可以看出,在0.56s左右下料量达到设定值的90%,后面0.4s进行精细下料控制,在0.96s左右达到设定值。
4结论
针对定量包装的被控对象具有惯性、时滞等非线性的特性,设计了基于模糊控制算法的动态称重控制系统,以改变其控制性能。从实际应用的响应曲线可知,系统能够对动态称重过程实施有效控制,并在保证包装速度的基础上将定量精度提高到0.2%。此系统算法有广阔的应用前景,对下料控制方式进行合理修改即可应用于其它精准定量包装过程中。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



