

来源:网络转载更新时间:2021-05-07 17:42:00点击次数:1492次
1绪论
包装产业不仅涵盖了包装产品的设计、生产,包装印刷,包装原辅材料供应,包装机械以及包装设备制造等多个生产领域,其包装制品还参与到第一至第三产业,货物流通的每一个环节。对使用后的包装产品进行处置、回收和再生利用是包装工业永久性的社会责任。因此,包装产业作为“朝阳产业”,必将对全球制造业发展及其产品的国际间流通产生不可低估的作用。
2总体框架介绍
数据采集与处理模块的主要功能是把压力传感器检测到的压力变化先转换为一个微弱的模拟信号,然后再通过放大电路的放大与模数转换,最后变成一个数字量送入单片机。核心控制单片机模块的主要功能是控制与处理包装称工作中的各种指令;而X5045是一块集成了上电复位、看门狗定时、电源电压监控、块锁保护的EEPROM,它可以作为单片机工作时重用的辅助芯片。输出信号模块由8路控制信号组成来控制外部电磁阀或继电器,以达到控制外部设备的目的。为了防止现场强磁场干扰和工频点压通过输出通道反窜到控制系统,选择光电耦合器,因为光信号的传送不受电场和磁场的干扰,可以有效地隔离电信号。
3硬件电路的结构设计
总的说来,硬件部分可以分为以下几个模块:数据采集处理模块、核心控制模块、键盘与显示模块,输出信号控制模块。
3.1传感器设计
通常,传感器由敏感元件和转换元件组成。但是由于传感器输出信号一般都很微弱,需要有信号调节与转换电路将其放大或变换为容易传输、处理、记录和显示的形式。我们使用的压电式传感器是一种有源的双向机电传感器,传感器的信号调节与转换安装在传感器的壳体里或与敏感元件一起集成在同一芯片上,使用起来非常方便。
3.2显示部分
因为本设计中用到的数码管不是非常多,采用静态显示就可以了,用P2口模拟单片机串口,通过外扩74LS164,从而进行静态显示。在上电时对每个数码管从0-9进行循环显示,进而判断数码管的好坏。
3.3单片机
单片机采用AT89C52,为低电压,高性能CMOS8位单片机,片内含8kbytes的可反复擦写的Flash只读程序存储器和256bytes的随机存取数据存储器(RAM),器件采用ATMEL公司的高密度、非易失性存储技术生产,兼容标准MCS-51指令系统,片内置通用8位中央处理器和Flash存储单元,功能强大的单片机可以很好地满足该设计。
4软件编程总体思路与流程
该设计的软件部分主要利用AT89C52单片机对硬件部分电路得到的模拟量进行模数转换,将得到的数字量进行相应的处理和查表在数码管上进行显示,在A/D转换前还应先判断是否有键按下及对按键进行相应的处理。
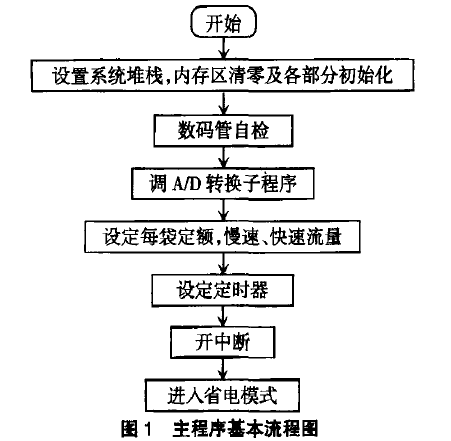
主程序主要是设置系统堆栈区,内存区清零,上电自检,以及初始化,之后就调用相应的子程序处理模块,不断地进行循环,当然还要定义好程序中将要用到的一些内存单元和局部常量。相应的子程序处理模块则包括A/D转换子模块,按键、判键和解释键处理子模块、定时中断子模块、处理料斗的进程子模块,串行移位显示子模块,如图1所示。
4.1A/D转换子模块
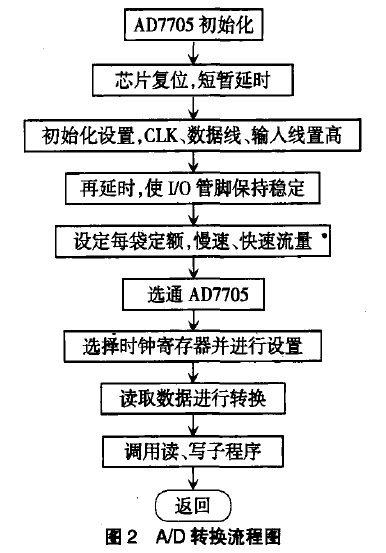
由于AT89C52本身不带有A/D转换功能,于是我们借助AD7705芯片的高性能模/数转换功能以达到我们对数据的需求。AD7705是AD公司推出的16位AD转换器,可用于测量16位低频模拟信号,这点刚好符合我们对数据转换的需要。它完成一次转换的时间是l/32s,在包装称运行的过程中对数据转换足够快,完全符合包装工程进度的需要。由于我们的包装时间较为漫长,所以我们采用中断方式控制,它控制效率高并且适合变换时间较长的转换器。A/D转换子模快的基本流程图如图2所示。
4.2处理料斗的进程模块
这一模块主要是对按键査询后得到的键码进行相应的处理,K1键对应的是“统计/快速”数据处理子程序,通过K1健可依次显示本次开机以来每包的最大值、每包的最小值、完成的包数、完成的重量,最后显示累计包数和累计重量。累计计算的范围为历次工作以来的总数(中间可以多次关机)。
在观察数据过程中,随时可以按K2健返回待机状态,以便进行其它操作。如果需要将统计数据打印出来,可在显示统计数据的任何时候先按下K1健,然后再加按K2键,“打印”发光二极管亮,开始打印,打印结束后即返回待机状态。跄键对应的是“设置/中速”数据处理子程序,在待机状态下按下K2健即可进入设置状态(“设置”发光二极管亮)。首先显示当前已经设置的每包定额,如果开机以来还没有设置过,即显示默认值(如量程为50kg的系统即显示每包50.00kg)。
利用K3和K4按键可以修改每包定额,其中,K3用来选择修改位置(闪烁位置),K4用来调整数据大小。K3对应的是“位置/慢速”数据处理子程序。K4号键对应的是“加一/放料”数据处理子程序。利用K3和K4按键可以修改每包定额,其中,K3用来选择修改位置(闪烁位置),K4用来调整数据大小。定额设置完毕后再按K2健,返回待机状态即可(“设置”发光二极管熄灭)。为了保证相对精度,定额数据不能太小,否则系统不接受,并显示出错信息。这时可按任何按健,清除出错信息,然后继续修改数据,直到数据在合理范围之内,再按K2健,即可完成定额设置,顺利返回待机状态。
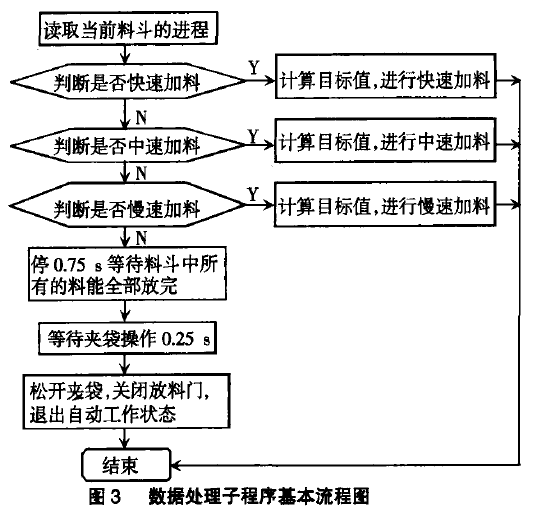
K5对应的是“自动/结束”数据处理子程序。在待机状态下,如果系统已经设置好每包定额、并经过校准、且预热时间充足,则按K5健即可进入自动操作状态(“自动”发光二极管亮)。K6对应的是“手动/暂停”数据处理子程序。在待机状态下持续按K6健2秒钟之后即可进入手动操作状态(“手动”发光二极管亮)。在手动状态下,K1、K2、K3和K4可分别控制快速加料、中速加料、慢速加料、放料,足踏开关可控制夹袋,对应的发光二极管指示这些执行结构的工作状态。处理料斗的进程子模块的基本流程图如图3所示。
5结语
釆用AT89C52单片机微控制技术,并根据需求搭建硬件平台,在大量试验和测试分析的基础上完成了电子定量报转机的设计,并取得了良好的效果。电子定量包装机系统在当今工业生产中有着重要的应用,如何能在提高其称量速度的条件下保证其精度是电子定量称重系统需要不断解决的关键问题,也是一大难题。因此,对于想要进一步提高动态称量的精度,以及实现一个工程的实际应用还要在很多方面改进。
本文源于网络转载,如有侵权,请联系删除
深圳市卓禾仪器有限公司是一家专门从事称重仪表和全自动包装码垛生产线的研发及生产的高新技术企业,所生产的JY500系列称重显示控制器(包括配料秤仪表、皮带秤仪表、包装秤仪表、重量变送器等)高速高精度,使用寿命长。卓禾仪器有十数年的现场校验经验,在业内有良好的口碑,且有专门的售后工程师帮忙解决产品使用过程中遇到的技术问题,客户可以放心省心顺心的使用我司的产品。如果对我司的产品感兴趣,欢迎咨询。
 ×
×



