

来源:网络转载更新时间:2020-05-14 09:24:07点击次数:3533次
随着人口的增加,集约化种植的发展,经济作物的重复种植及掠夺式的种植方式等造成了土壤的偏酸、偏碱、盐渍化以及板结等问题[1],这种土壤退化的现象造成的种植业发展已经成为全球性的重大问题,而土壤调理剂是指加入土壤中用于改善土壤的物理、化学性质和其生物活性的物料,恢复土壤物化特性的新型功能性肥料。近些年, 伴随着我国土壤质量退化问题的逐渐严重,土壤调理剂的作用也得到了越来越多人的关注。土壤调理剂这种新型肥料得到各国的大力推广,现在全国土壤调理剂的生产厂家已达近百家,产量超过500 多万吨,应用范围遍布全国各地区,其产品形态都是粉剂[2]。作为土壤调理剂是指利用石灰石、白云岩、膨润土、泥炭、蛭石、硅藻土和海泡石等作为原料,根据不同地区土质的特点按一定的比例进行粉碎混合而其生产出来呈粉状物[3],含水率一般较高,可以达到20%,流动性较差而粘性较强。目前对土壤调理剂的包装一是用手工装袋,二是利用普通的化肥包装机进行包装。当用手工包装的方式进行土壤调理剂的包装时,会出现劳动强度大,生产环境恶劣,包装效率低,包装成本高,称量不准确等问题;当用普通的化肥包装机进行包装时,由于土壤调理剂的含水率较高且粘性大,落料困难, 这样就会在生产时出现粘料、不下料等现象,而且普通的化肥包装机械一般是采用单称斗、螺旋推进直接送料,生产效率低下,称量不准确,机械故障多。本文通过对普通土壤调理剂包装机进行调研,并在此基础上增加了提出从单自动称量斗方式改为双自动称量斗的方式进行总体分析和提出初步的设计方案,以优化包装机的结构,争取能提高包装机的包装效率。
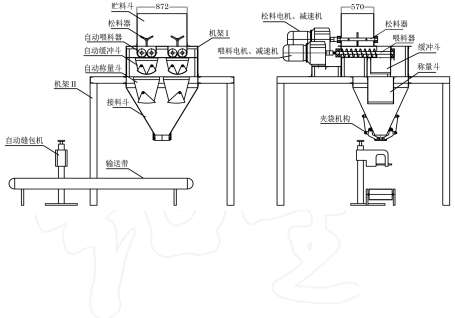
图1 土壤调理剂自动定量包装机结构图
包装机械未来总的趋势是各种高新技术、新机械、新方法不断得到应用,其技术将向高速、高效、高质量方面发展。发展重点将趋于节能降耗、质量和性能可靠、控制水平先进、稳定性好、自重轻、结构紧凑、噪音低、效率高、有利环保等方面。土壤调理剂包装机是电子称重技术在定量包装系统中的具体应用,它是一种由PLC 控制,集数字定量、称重、包装于一体的高效包装设备,用途十分广泛。土壤调理剂包装机是一种通过依照包装具体要求(如包装袋的形式、包装重量等) 而设计出来的包装方法,并编写好PLC 程序,以自动称量的方式将具体物料分成一定重量且包装好自动称量装置。为了利于生产、保存、运输和用户使用方便,对于散装物料,如土壤调理剂、化肥和复合肥等在出厂时就需要进行定量包装,以一定重量(如50 kg)为单位分成多个相同重量的包装个体。
(1) 土壤调理剂自动定量包装机结构
由于强制给料定量包装机主要应用在流动性较差的物料的定量包装过程中,为了保证设备的称量精度和速度, 同时兼顾设备的整体性能和制造成本,在设强制给料定量包装机时,一般釆用了增重式称量,其主要由两部分组成:
(2) 土壤调理剂自动定量包装机工作程序
在上面所述的土壤调理剂自动定量包装机的组成,土
壤调理剂原料经过粉碎、筛选、搅拌后进入到烘干筒进行烘干后通过输送带传送到贮料斗(体积约0.5 m3)进行暂时储存,贮料斗安装了料位计,当贮存的物料达到料位后,
将有信号反馈回到控制装置,控制装置向输送带电机控制电路发送停止信号,输送带停止工作,不再向贮料斗输送物料。
由于土壤调理剂烘干后的含水率在18%,而刚从输送带出来的物料含水率往往达到 50%,很容易结块而不落料。为了解决这问题,在贮料斗中间安装了防止物料结块的松料器,通过不停搅动使物料能够顺利下落到自动喂料器里,松料器结构如图2 所示,其中的松料齿采用耐磨钢制作,以增加松料器的使用寿命。松料器由电机通过减速一是机械部分,其主要由贮料斗、松料器、自动喂料器、自动缓冲斗、自动称量斗、接料斗、夹袋机构、输送带、自动缝包机等部分组成,如图1 所示。
二是电控系统部分,其主要由可编程控制器 PLC、检测元件、操作面板、控制元件以及执行元件等部分组成器减速后带动,以减少转动速度,达到既能松料防结块又减少松料器磨损的目的。
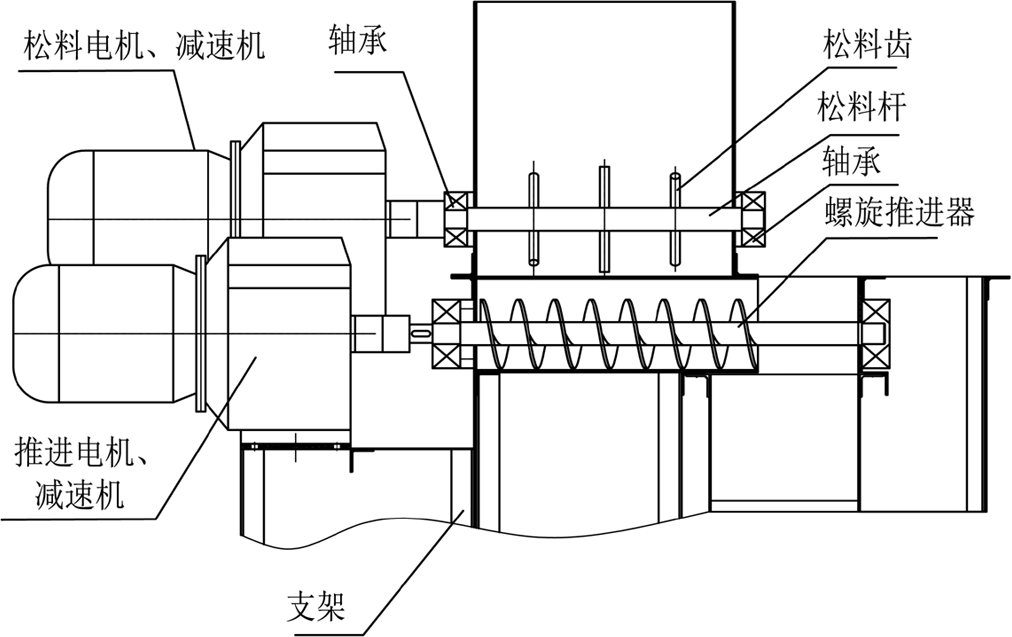
图2 松料器与自动喂料器
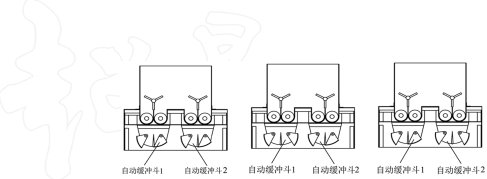
自动缓冲斗1、自动缓冲斗2 双摆阀的两个自动缓冲斗各有双开、单开和双关三种情况,如图3 所示。两个自
动缓冲器的初始状态都是双关,如图4 所示。

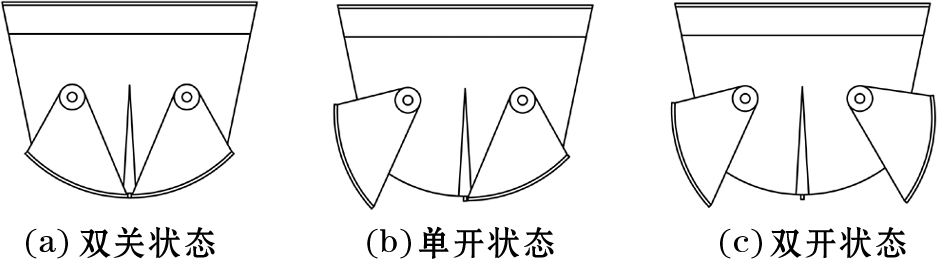
图3 自动缓冲斗的三种状态
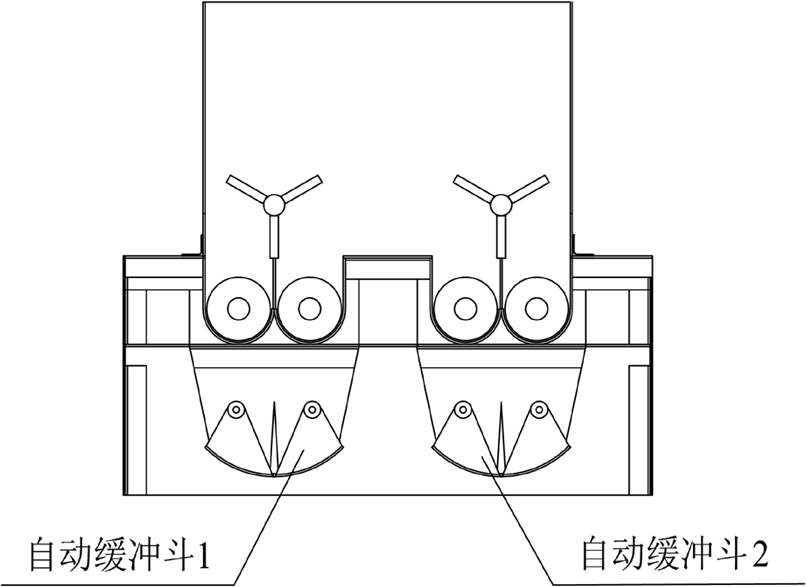
图4 两自动缓冲器的初始状态
控制装置检测储料斗有料的情况下,再检测自动称量斗1 摆阀和自动称量斗2 摆阀的状态,如果自动称量斗摆
阀1 和自动称量斗2 摆阀都处于双关状态时,则发出两组信号:一是向两个贮料斗双摆阀发送信号,使它们都处于
双开状态,如图5 所示;二是向自动喂料器1 和自动喂料器2 的两电机发送运行信号,自动喂料器1 和自动喂料器2
同时运行,物料向两自动称量斗送料,物料下落到两自动称量斗,这时粗称量开始。
当落下到两个自动称量斗的物料达到设定值时(一般设定为物料包装重量的90%),控制装置将向两个贮料斗双摆阀中的一个摆阀发出关闭信号,控制装置对两贮料斗摆阀是单个控制的,也就是不一定同时向两个贮料斗双摆阀发出关闭一个摆阀的指令,而是根据自动喂料器送料快慢而落到自动称量斗物料的质量决定,两个贮料斗摆阀可以都处于单开状态,也可以是一个双开一个单开状态,如图6 所示。当摆阀是处于单开状态时,物料通过贮料斗这中间通道向自动称量斗送料的速度减慢, 减少落料对称量斗的冲击,使称量更加准确。这时,精称量过程开始。
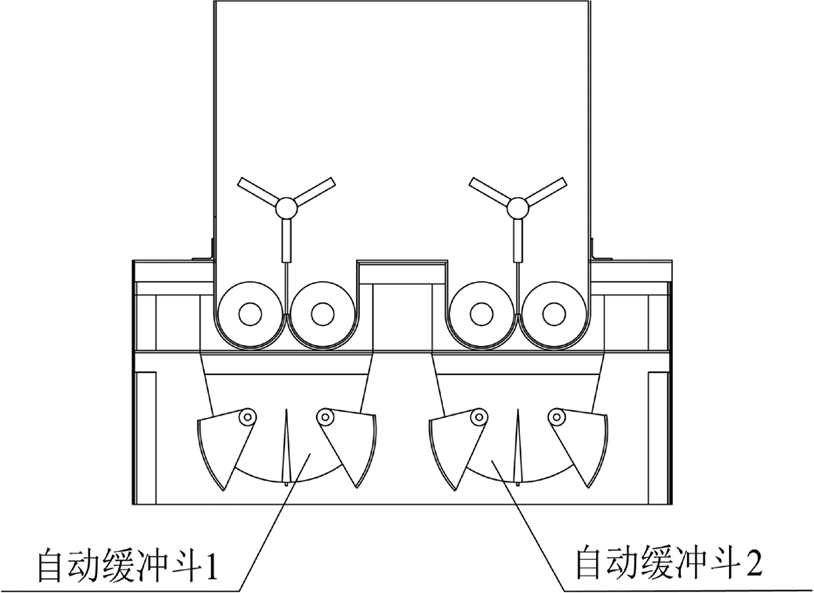
图5 两自动缓冲斗的双开状态
当下落到某一自动称量斗中的物料达到设定重量时,该自动称量斗的传感器向控制装置反馈已到设定重量的信号,控制装置接收信号后向相对应的自动缓冲斗发出关闭摆阀的信号,自动缓冲斗的两摆阀由单开状态改显双关状态,物料不再向自动称量斗落料,称量过程完成。
要注意的是在精称量过程中的设定重量一般比包装出厂的物料重量小,这主要一方面因为要计上物料的称量时差,也即要计上物料既不在自动缓冲斗也不在自动称量斗的重量而在半空中的物料,落差量与出料口的面积和落差高度成正比关系,即出料口面积越大,落差高度越高,物料的落差量越大,反之亦反。因此,在设计中应尽量减少出料口的截面积和落差高度,这个落差量的近似计算方法如下:
Q 落差=F·h·ρ
其中: Q 落 差 — 落差质量(kg); F— 出料口的截面积(m2) ; h — 出料口到料面的高度(m) ; ρ — 物料的密度(kg/m3) 。
另一方面由于机械结构是在控制系统指令下执行动
作,从下达指令到机械动作完成就存在一个动作延时,在这个时间段内就会多出一计量值而产生误差,影响定量计量的准确性,其计算方法如下:
设自动缓冲斗从半开到双关时所需要的时间为 t,即动作延长时间,物料流速 V 一定,物料通过一个截面积 F 的容器,则机械动作延时所引起的偏差量Q:
Q=F·V·t
其中:Q—偏差量(kg) ;F—截面积(m2 ) ;V—物料的流速(kg/m2·s) ;t—自动缓冲斗从半开到双关时所需要的时间(s) 。
还有要注意的是在称量过程中或称量过程完成后,松料器和自动喂料装置都在控制装置的控制下继续运行而不停止,这样可以保证物料的充足供应和提高包装效率。如果自动缓冲斗的双摆阀都已关闭,物料就暂时在自动缓冲斗里储存,自动缓冲斗里安装有料位计,当物料达到料位时,料位计中的传感器向控制装置发出信号,控制装置接收到料位达到设定值信号后向强制送料装置发出停止信号,自动喂料装置停止运行,物料不再下落到自动缓冲斗中,等待控制装置发来打开双摆阀的信号而打开双摆阀, 进行下一次落料称重。若料位计检测到物料低于设定料位,控制装置将向自动喂料器发出运行的信号,自动喂料器运行。
(4) 装包过程的控制
这时控制装置检测夹袋机构中是否已将袋夹好,若通过夹袋机构中的传感器检测到袋还没夹好,系统发出袋没夹好的报警信号,等待夹袋;若检测到袋已夹好,控制装置即向自动称量斗的单摆阀发出打开的信号,自动称量斗单摆阀打开,物料在重力作用下迅速通过接料斗落到包装袋里,这时落料完成,自动称量斗1 单摆阀关闭。这时控制装置对整个系统同时进行两方面的控制。
控制装置向夹袋机构发出松袋信号,夹袋机构动作而松袋,包装袋落下到缝包输送带上面,接着人工夹袋,当夹袋机构中传感器检测到夹袋完成后,控制装置向原来已称好物料的自动称量斗2 发出打开单摆阀信号,自动称量斗2 的单摆阀打开,物料通过接料斗下落到包装袋。
在自动称量斗1 单摆阀关闭时,控制装置即时向自行缓冲斗1 发出信号,自动缓冲斗1 双摆阀开,物料下落到再次称量。当称量完成后,自动称量斗1 等待再次开阀落料的信号。
另外,当装好物料的包装袋下落到缝包输送带后,会被自动输送到到自动缝包机位置,当自动缝包机激光检测检测装置检测到包装袋到达缝包位后,自动缝包机开始缝包,缝包结束后,自动切断缝线,包装袋在缝包输送带中继续前行并被移出工位。土壤调理剂自动定量包装机的生产流程图如图7 所示。
该设计方案采用了中间储料的缓冲斗和双称量斗,集变频调速自动喂料、自动称量、自动缝包装于一体,结构紧凑合理,具有称量精度高,包装速度快,自动落差修正,操作方便、便于清理维护、劳动强度降低、不泄漏、不扬尘等特点。
本文源于网络转载,如有侵权,请联系删除
 ×
×



