

来源:网络转载更新时间:2020-05-12 16:03:36点击次数:5904次
粉末包装机是一种采用自动化手段,使用包装纸 将咖啡粉、豆粉和奶粉等粉末颗粒进行小袋包装的包 装机器由。机器代人浪潮已经席卷全球,而包装机械 作为包装行业的关键一环,正朝向高速化、精密化和自 动化方向发展回。横封切机构通常位于包装机械中 的纵封工序之后,起到了横向密封并切断包装袋的作
用回。连续型横封机构做定轴回转运动,要求横封机 构的线速度与纵封机构所牵引的薄膜的线速度同 步藉。传统的往复式横封机构有凸轮式和气缸 式囲。凸轮式横封机构受凸轮轮廓影响较大,而气缸 式横封机构速度改变时存在较大冲击,且要求较好的 气缸密封性7。课题组设计了一种新型往复式横封机构,该机构由电机驱动,通过机械传动装置减速,最 终带动横封头沿机架导轨做往复式运动。该机构相比 传统的往复式横封机构有许多优点:①执行装置无气 压或者液压元件,故无密封性和污染问题。②通过调 节电机转速来控制横封周期,理论上可满足任意袋长 的横封包装要求。③两侧执行机构由同一驱动电机驱 动,中间经由相同的传动装置传动,故横封时包装袋两 侧受力相同,包装效果更好。
粉末包装机主要组成部分包括料盘装置、料卷装 置、走袋装置、纵封机构、横封机构和机架等
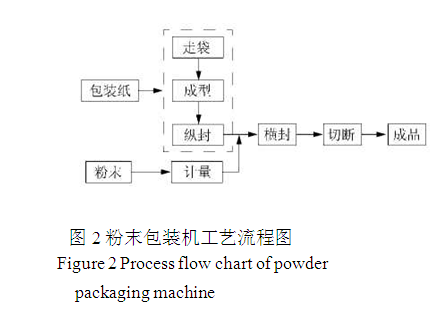
包装机的横封机构按照运动形式,分为连续型和 间歇型2种形式。连续型横封机构做定轴回转运 动。横封机构在横封时,要求其线速度与纵封机构所 牵引的薄膜的线速度同步。如果横封的线速度大于薄 膜送进的线速度,薄膜就有可能被拉断;如果横封的线 速度小于薄膜送进的线速度,就可能影响封口的质 量回。在实际生产中,一台包装机需要完成不止一种 袋形尺寸的包装,其袋长的改变通常是通过改变纵封 机构的转速来实现诃。粉末包装机的工艺流程如图 2所示。
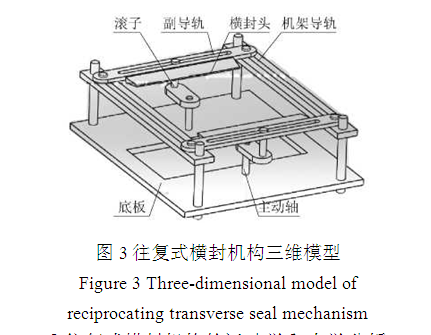
课题组设计的往复式横封机构关于主导轨横截 面左右对称,每一侧均由电机驱动,通过传动装置与减 速装置带动主动轴转动。在以主动轴为圆心平行于底 板的水平面上,偏置一平行于主动轴的从动轴滚子,偏 心距决定了横封头沿导轨方向的极限位移。在机架导 轨的约束下,从动轴滚子在垂直于机架导轨的副导轨 中同时做滚动和滑动的复合运动,带动横封头沿机架 导轨做水平往复运动,配合纵封头上的加热块和横封 切刀,实现对包装袋的横封及切断。其结构如图3 所示。
2往复式横封机构的运动学和力学分析
以横封头距机架导轨最远处为起始位置,记为t0 时刻。滚子去程和回程运动刚好相反,故分析在主轴 转动前半周过程中从动轴滚子和横封头的运动情况。 由于横封头只做沿机架导轨的水平平动,所以课题组 具体分析横封头沿机架导轨方向的线位移、线速度、线 加速度以及副导轨与从动轴滚子之间摩擦力和接触力 的变化情况。
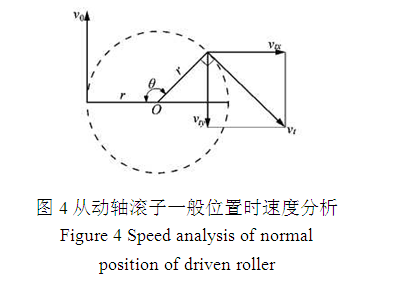
将主动轴、偏心件以及从动轴滚子简化为图4所 示的原理简图,从动轴滚子沿以主动轴所在轴线投影 。点为圆心,以偏心距为半径做圆周运动。假设电机 始终做匀速转动,所以主动轴经过传动装置和减速装 置之后也做匀速运动。
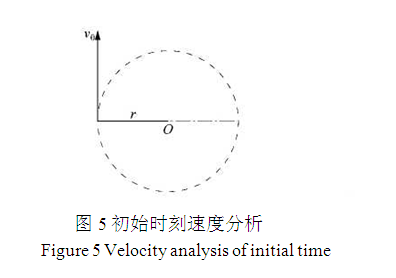
在初始位置处,即to =0时刻,横封头位于距主导 轨最远端,此时从动轴滚子的瞬时速度沿副导轨方向, 垂直机架导轨的瞬时速度为0,副导轨内外两侧平面 均不受滚子施加的外力,此时的滚子和副导轨之间为 静摩擦力。横封头初始时刻速度方向如图5所示。
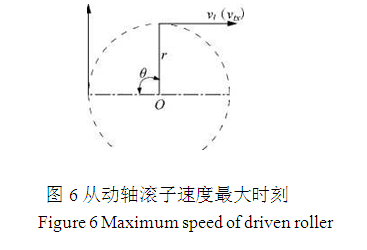
当主动轴转过1/4周,即主动轴、滚子和副导轨重 合的位置时,滚子的瞬时速度沿机架导轨方向,副导轨 内侧平面受滚子正压力,外侧平面则不受滚子压力。 从动轴滚子速度最大时刻速度方向如图6所示。
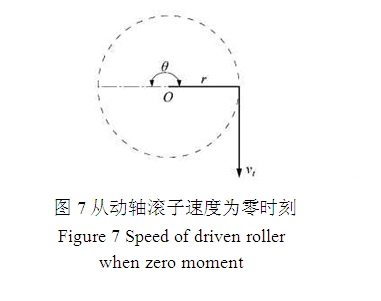
在主动轴转过1/2周,横封头到达最近端时,滚子 的瞬时速度沿副导轨方向,垂直机架导轨的瞬时速度 为0,副导轨内外两侧平面均不受滚子外力,此时的滚 子和副导轨之间为静摩擦力。从动轴滚子速度为零时 刻速度方向如图7所示。
3.1三维实体建模
在SolidWorks三维建模软件中将建好的各零部件 模型按照装配关系组装成如图8所示的三维模型。
4结论
课题组提出了一种新型粉末包装机往复式横封机 构,采用解析法与三维软件相结合的方法从数学角度 建立模型对机构进行力学和运动学分析和研究,并通 过计算机辅助方法对横封机构进行仿真模拟,得到横 封头运动的各项参数。新型粉末包装机往复式横封机 构的设计克服了传统往复式横封机构的弊端,可仅通 过调节电机转速来达到任意袋长的横封包装目的。机 构呈完全对称式设计,使得横封口处包装袋两侧受力 相同,且冲击和噪声小,包装效果好。由仿真结果可以 得出:横封头运动加速度发生剧变和所受摩擦力、接触 力产生剧变均发生在整个运动周期的1/4处和3/4处,
这两处也是机械原理中的死点位置。虽然本机构在单 向驱动力矩作用下不会发生卡死或者运动不确定的情 况,但是在此处可能会引起局部磨损的问题,故还需要 进一步的分析和研究。
本文源于网络转载,如有侵权,请联系删除
 ×
×



