

来源:网络转载更新时间:2021-06-17 15:43:27点击次数:4081次
沥青混合料搅拌设备是生产拌制各种沥青混合料的机械设备,适用于公路、 城市道路、 机场、 码头、停车场、 货场等工程部门。在沥青路面机械化施工机械配套中起主导性作用,它是目前机电液一体化技术比较密集的机械设备, 大型沥青混凝土搅拌站一般都采用强制搅拌的方式,以保证沥青混合料的搅拌质量。
间歇式沥青混凝土搅拌站生产工艺为:不同粒径规格的砂、 石料经冷骨料储存仓配料装置初配后,由冷骨料输送皮带送至干燥滚筒烘干、 加热, 一般以柴油、 重油或者渣油作为燃料, 采用逆流加热的方式;矿料被烘干、 加热至 140 ~ 200℃ 后从倾斜的滚筒后部排出, 由热骨料提升机送入筛分装置进行筛分;筛分好的各种砂、 石料分别储存在热骨料储料仓的隔仓内,然后按预先设定的配比进入热矿料称量斗内累计称重计量。与此同时, 储存在专用筒仓里的矿粉由螺旋输送机输送至矿粉称量斗内称重计量。此外,储存在保温罐内的热沥青(170 ~180℃)由沥青输送泵经带保温的沥青管道, 泵送至沥青称量桶内称重计量。各种材料按配合比分别计量后,通过预先设定的程序先后投入到拌和器内进行强制搅拌,搅拌均匀后, 或直接卸入运输车辆中, 或送至成品料储存仓内暂时储存。矿料在烘干、 筛分、拌和等生产过程中产生的燃烧废气、 水蒸气以及灰尘,通过除尘装置净化处理后排入大气。间歇式拌和设备采用电网电力或大型柴油发电机组驱动, 生产过程可以人工操作, 也可以自动控制, 其工艺流程如图 1所示。

影响沥青混合料质量和生产效率的因素众多,就从搅拌设备本身出发, 主要因素有骨料初配、 骨料精配和连续运输设备之间的逻辑连锁关系、烘干机燃烧器的加热温度等等, 而这些众多的因素操作人员无法逐一精确控制,为保证沥青混凝土搅拌站的安全、 高效、优质生产, 对沥青混凝土搅拌站实行自动控制是非常必要的。
根据沥青混合料搅拌站工艺控制的要求,采用工控机作为上位机, 以S7 -200 型 PLC 作为下位机,提出一种 PLC 和工控机相结合, 并采用组态软件作为上位机监控系统的沥青搅拌站控制系统设计方案。
1 控制系统的功能和要求
本控制系统采用先进的工控机和 PLC 相结合的控制技术。主要特点为采用带有监控软件的工控机作为上位机监控系统,采用 PLC 作为下位机, 按照工艺参数与工艺流程要求对各种配料的称重计量、输送、 搅拌、 加热保温的各种泵、 搅拌驱动电机、电磁阀等开关量信号和温度、压力等模拟量信号进行监测控制, 实现冷骨料供料系统的自动调节控制,烘干筒加热温度的检测与控制,各种骨料、 沥青、 粉料的配料计量、 搅拌时间的控制, 成品料提升储存,沥青温度、 热料储仓温度检测及生产过程中有关数据处理与打印等任务,能够纪录完整的生产工艺数据, 工控机屏幕上显示工艺流程中各阀门、电机的运行状况, 如果发生各种温度超限、 阀门故障、 料位超限等故障时, 控制系统能进行声光报警。当现场出现故障或要对工艺流程进行人工操作时, 由于系统设有 “自动” 与 “手动” 转换功能, 可将开关转换至手动状态, 对各种执行机械进行手动操作, 这样技术人员可以重新设定新的参数,操作人员在现场处理紧急问题, 从而达到了理想的效果。这种控制方式使设备的配料比精度和生产率有了较大的提高,大大减轻了操作人员的工作强度, 是国内间歇强制式沥青搅拌站生产控制发展的主流方向。
2 控制系统总体方案设计
工控机 + PLC 的体系结构, 该体系结构的控制系统采用国际上先进的高性能S7 - 200 型PLC 为主控设备, 并且选用台湾研华 IPC -610 系列工业控制计算机, 监控软件使用北京亚控科技发展有限公司开发的组态王 6. 5 软件, 其优点是不需要很复杂的编程就可以实现实时监控, “组态王” 提供给用户丰富方便的作图工具, 提供了大量常用的工业设备图符和仪表图符,大大方便了用户开发工程界面, 而且操作人员可以生成自己的图库元素,它还提供了实时和历史趋势曲线与报警窗口等。控制系统的信号采集使用 PLC扩展的 AD 模块, 抗干扰能力强、 性能非常稳定。以可编程控制器为主控设备的控制系统, 配料秤输出点可任意扩展,实现二次补偿, 以确保配比精确可靠, 计量精度高;可编程控制器的采用保证了系统功能强大,可靠性高, 控制精度高;体系结构采用模块式, 各控制单元由统一的标准模块组成, 可编程控制器的采用,保证了数据输入输出处理精确、 可靠。沥青搅拌设备的监控系统已经从原来的编程软件开发到现在的组态软件开发,原监控软件主要有 4 个功能:生产数据显示、配方修改、 生产数据采集和报表打印。原监控系统是用编程软件开发的,主要缺点是无法动态监控设备的运行状态且生产数据采集是生成文本文件, 而不是存入数据库文件, 不利于数据共享。经过分析,组态软件的突出优点有:不需要复杂编程就可以实现实时动态监控、 数据采集和保存、报表打印、 报警、 通信等各种功能, 通用性好, 通过驱动程序可适应 PLC、 智能仪表、 板卡、 变频器、 现场总线等多种应用场合;容易实现采集数据到数据库的存贮与处理, 方便数据共享。
2.1 PLC 控制系统硬件选择与控制程序流程设计
间歇式沥青混凝土搅拌站是一个结构复杂的成套机、电、 气(液)一体化设备, 整个搅拌站有电磁阀30 余个, 各种电机 30 台左右;此外, 还要保证烘干机燃烧器的安全燃烧并控制热骨料温度;同时还要按照一定的配比对骨料、 粉料、 液态沥青进行计量并按照确定的次序先后送入到搅拌筒进行搅拌,最后将成品料由自卸汽车运走或者暂时储存在成品料箱。根据以上情况分析, 我们将整个控制系统划分成 3 个子系统来完成, 由 3 个 PLC 对其控制, 分别是骨料运输系统 PLC1、 燃烧及温度控制系统 PLC2和计量搅拌及成品料运输系统PLC3。
为完成骨料的运输系统任务, PLC1 有 32 个输入信号, 11 个输出信号;PLC2 有 9 路开关量输出, 6路开关量输入;PLC3 有 6 路开关量输入, 6 路开关量输出, 至少 3 路的模拟量的输入。应选用PLC 中的小型机。S7 -200 系列是公司小型可编程序控制器,可以单机运行, 由于它具有多种功能模块和人机界面(HMI)可供选择, 所以系统的集成非常方便,并且可以很容易地组成 PLC 网络。同时它具有功能齐全的编程和工业控制组态软件, 使得在完成控制系统的设计时更加简单,几乎可以完成任何功能的控制任务, 同时具有可靠性高,运行速度快的特点, 继承和发挥了它在大、 中型 PLC 领域的技术优势, 有丰富的指令集, 具有强大的多种集成功能和实时特性, 其性能价格比高,所以, 在规模不太大的领域是较为理想的控制设备,本次设计采用S7 -200CPU226CN。
根据系统设计的要求编写软件规格说明书,然后再用相应的编程语言(常用梯形图)进行程序设计, PLC 程序采用STEP7 编程软件编写, 程序设计采用模块化、 功能化结构, 便于维护和扩展。程序框图如图 2 所示。

2.2 监控系统硬件选择与系统设计
考虑到系统数据计算量很大,而且是实时控制系统, 现场各种各样的干扰比较多,故系统采用了台湾研华 IPC -610 系列工业控制计算机。计算机基本配置为:
Intel Core2 Duo2800MHz 主频, 内存 2G DDR3,硬盘 500GSATA, 3MB 二级缓存, 1066MHz FSB 总线,45 纳米工艺, 65W 功耗, 双核心双线程, 内核电压0.85 ~1.3625V,工作温度74.1℃, 19 寸彩色显示器。
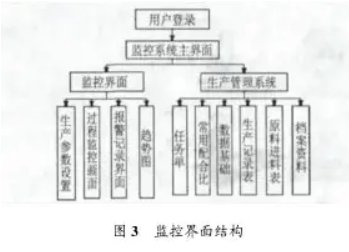
上位机监控系统用“组态王”, 包括模拟运行、参数设置、 打印报表、 报警等部分的设计 , “组态王”作为上位机监控系统的主要作用是通过组态软件与PLC 之间用人机接口卡又称高速通讯卡进行实时通讯, 通过对 PLC 的通信完成现场数据的监测与控制, 保证沥青混合料生产过程的正常运行。操作人员可以通过上位机向 PLC 发出各种控制命令, 同时还可将现场的各种数据通过 PLC 传送给上位机, 在上位机界面上用图形显示出来,实现对生产过程的实时监控。根据现场条件和控制要求, 对软件功能做了如下划分,如图 3 所示。
3 结束语
大型的间歇强制式沥青混凝土搅拌站是一个复杂的设备,尤其在高速公路、 一级公路中对沥青混合料质量的要求更加严格,因此对控制系统控制精度的要求就更高, 如:骨料运输系统的控制、 燃烧温度的控制、 计量搅拌控制。就此研究了一种基于 PLC和工控机的间歇强制式沥青混合料控制系统, 实践证明, 能够按照生产工艺要求完成各种顺序控制、称量控制等任务,在实际应用中取得了很好的效果,提高了沥青混凝土的质量和产量。
本文源于网络转载,如有侵权,请联系删除
 ×
×



