

来源:网络转载更新时间:2020-09-25 11:00:02点击次数:2995次
1引言
在工业生产过程中有很多的环节都涉及到定量称重问题,比如食品的包装过程,医药化工的配料过程,饲料的配料包装过程等等。传统的模式都是采用先进行静态的机械称重,然后再进行人工包装或者配料。这样往往会导致效率极低,工人的劳动强度极大,而且精度不高。电子秤的出现改善了静态机械称重的精度,但是在快速生产过程中,动态称重精度却是一个问题。于是如 差距。虽然在过去的一二十年内我国的定量称重包装设备的自动化程度有了大幅的提高,但是由于国内的技术储备不够,而在最近的一二十年内,国外在动态称重技术上不断应用了先进技术,如人工神经网络(ANN)技术,非线性回归(NLR)理论,以及基于线性高斯法(LOG),卡尔曼滤波(Kalmanfilter),模糊逻辑估计(Fuzzylogicestimator)的新数字滤波器的设计P聲。然而国内也在吸收和消化引进技术的基础上自主开发了一批定量称重系统,比如由某公司所研究开发的应用于煤粉定量控制系统中的SK-PLC,其稳定性比较可靠,功能也比较完善,价格比较实惠改但是就目前来看,国内在动态称重的技术上比国外还有不小的一阶、二阶频率值较远,能够避免与整车产生共振现象。
2整体设计
2.1系统技术指标
根据国家对农用化肥包装重量精度的要求并结合农用化肥企业的生产实际需求,提岀以下的系统设计技术指标:(1)称重计量精度:<(±0.5)%;(2)称重范围:(20-50)Kg;(3)称重包装速度:20包/min。
2.2电子定量包装秤动态称重系统的数学模型
根据力学原理所建立的定量包装秤数学模型如下式:
式中:Af(f)一物料质量;m—称料仓等的质量;c—系统等效阻尼系数;cl系统等效刚度;F⑴一物料下落的冲击力;l称体相对参考零点的位移;L重力加速度。
从上式可以看出对系统精度和速度有影响的关键参数是从而可知影响系统性能的关键因素有:由喂料系统带来的冲击力大小的影响,传感器数量与布置方式对系统等效刚度的影响,系统各组件连接方式对系统等效阻尼系数的影响团等。其中下落物料的冲击力对称重的精度影响较大,该物理量不仅与物料的流速有关,还与储料仓的储料数量、称料仓的留空体积等众多因素相关,是一个典型的时变参量,因此上述数学模型所表达的系统是一个时变系统,这就导致了传统的控制理论难于对它进行控制,目前也没有成熟而且实用的新处理方法。所以我们只能尝试在大量实验的基础上通过对实验数据的分析,寻找系统中存在的规律,从而达到准确定量称重控制的目的。
2.3电子定量包装秤动态称重系统机械结构设计
电子定量包装秤动态称重系统主要由进料系统、定量称重系统、包装系统所组成。由于单纯的包装机械国内和国外的差别不大,研究的重点都放在了进料部分和定量称重部分。
进料系统从结构形式上又可划分为绞龙输送供料、皮带输送供料、直流式供料》、柱塞供料、螺旋供料、振动供料疇等,各种方式都是优缺并存。其中直流式喂料的机构简单,速度快,但是会使得称重的精度与料位高度及物料流动的均匀性与平衡性有密切的关系。由于农用化肥包装属较重物料的包装,为了兼顾效率和精度,我们的进料系统釆用了直流式供料方式,同时为达到生产线快速称重的实际需要,在称重结构上釆用双秤结构(分A,B秤)。整个电子定量包装秤动态称重系统先过皮带传输供料装置送料到直流式供料装置的储料斗,然后由直流式供料装置供料。
动态称重过程中物料流量大小直接决定物料对称重系统的冲击力大小,物料下料流量大时,称重魂快,但称重的腥精度将难于保证,反之下料流量小时,称重的推精度可获得提高,但称重效率很低。为满足系统称重的计量精度,并兼顾称重速度,我们在给料的速率上采用多级流量控制方式。实验结果表明,采用三级给料控制方式已经可以较好的解决速度和精度这对矛盾。所设计的电子定量包装秤动态称重系统的整体结构原理,如图1所示。
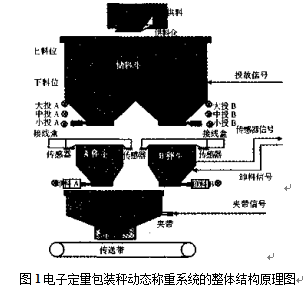
图1电子定量包装秤动态称重系统的整体结构原理图
2.4电子定量包装秤动态称重系统控制部分设计
电子定量包装秤动态称重系统中的控制部分是协调整个系统有序工作的大脑。控制器CPU釆集来自称重传感器的信号,接收人工键盘或异地远程指令,监视整个系统的状态,产生气动阀门的控制信号,在显示器上输出系统的状态信息。如图2所示,给出了动态称重系统控制器的实现原理图。
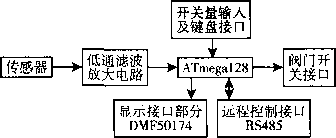
图2动态称重系统控制器的实现原理图
在控制器的设计中,应关注的主要问题有以下几个方面:⑴输入输出信号间的时序关系,这主要由控制器软件来体现;(2)在恶劣的工业现场环境下工作的可靠性问题。在化《厂空气中存有大量的腐蚀性气体,对控制器电路板需要进行密封与散热;(3)硬件电路参数对动态称重计量精度的影响。控制器中传感器及其后的放大调理电路、A/D的参数、CPU的性能对系统精度影响较大。控制器设计中我们首先选定的是高性能的ATmegal28单片机,其带有丰富的I/O接口以及内部资源,工作于16MHz时性能高达16MIPS,特另是ATmegal28带有性价比很高的A/D转换器,它具有10位精度,转换时间为(13-260)^,0.5LSB的非线性度,(±2)LSB的绝对精度,最高分辨率时釆样率高达15kSPS%对于10位的A/D,在最大量程为50Kg的情况下,其最小分度值为48.8g,远小于系统的精度要求,可见是满足系统面十要求。
另外A/D转换速度是否能满足连续的高速转换,这里我们在参考ATmegal28手册下知道:在最高精度的要求下,ADC的工作频率可以最高达200kHz,而正常单端连续转换的一次时间是14.5个ADC周期,那么可以计算出来一次的转换时间是:14.5/200kHz=75”,可见转换速度是够的。对AD的釆样速率来说,通过试验可以知道物料动态称重中信号的频谱成份主要集中在小于10Hz的低频范围,而ATmegal28的ADC最髙分辨率时釆样率高达15Ksps,可见也是完全满足要求的。
传感器我们选择梅特勒-托利多的单点弯曲梁式传感器IL-250,最大量程重量是250Kg,在12V激励电源下输出范围是:(0.2-27)mVo使用中,为降低传感器自身非线性的影响,釆用精密祛码进行标定,并将标定值存于控制器中。定量包装秤的工作范围为(20~50)Kg,那么最好的情况是满量程的情况下进入ADC的电压值可以逼近参考电压但是小于参考电压,而在零点时候的电压最好就是传感器在无料状态下的输出电压。通过测试得到传感器在50Kg下的输出电压为14mV左右为此必须对传感器输出的信号进行放大,为了使系统可以达到我们的设计目标,这里我们的放大倍数选择为350倍。
3软件设计
软件设计部分的主要工作是对信号噪声滤除的数字滤波设与实现,对双秤结构下的三级流速控制流程的设计与实现。工业控制中对信号噪声进行简单滤除的主要方法有:算术平均值滤波,加权平均值滤波,滑动平均值滤波,中值滤波,程序判断滤波(包括限幅和限速滤波),复合数字滤波等等。每种滤波方法特色各异,在动态称重的系统中,经试验反复对比,中值滤波和滑动平均值对本系统现场信号噪声的滤波作用比较明显,在最终系统的实现中,我们釆用了N=8的中值滤波器设计。以下给出当双秤同时独立工作时的软件流程图,如图3所示。
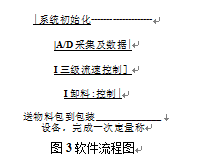
图3软件流程图
在三级流速控制部分,主要完成的是对大投喂料开关,中投喂料开关,小投喂料开关的控制。控制的实现是通过对A/D釆集的数据进行处理后与系统中预先设定的各临界值进行比较,只要当前值大于等于所设定值就关闭相应的喂料开关。
对于双秤结构,可以设定多种工作模式(A、B秤同时独立工作;A、B联动工作;A、B秤只选择其一工作)。卸料控制应针对不同的工作模式进行相应的处理。以双秤同时独立工作模式为例,在这种工作模式下,双秤卸料必须满足不能互相干扰的问题。也就是说当A秤在卸料则B秤不能卸料,而且都必须是在定值以后当夹带开关打开,表示物料带已经准备好的时候才可以卸料。在程序中我们釆用的是A秤优先的模式。另外卸料的时间控制比较重要,过长虽然可以使物料一次卸料干净但是影响效率,过短则会使得计量斗内的物料卸料不完全导致误差的引入。
在工厂生产的实际过程中,存在多种不同的包装规格。为减少由于需要重复对不同包装规格进行标定而带来的很多问题,系统釆用对不同包装规格预先保存不同标定配方数据的方法来应对。为便于调试,系统还添加了全手动的工作控制模式。为便于工厂的管理,在程序中增加了与上位机的通信接口,可通过上位机实时对称重设备进行参数的查询、控制管理等工作。系统采用DMF50174液晶显示屏,一次可显示的信息量丰富。在软件部分的一项重要工作就是通过大量的显示内容来增强人机间的交互,使得对设备的使用和管理更加的便捷。
4系统测试
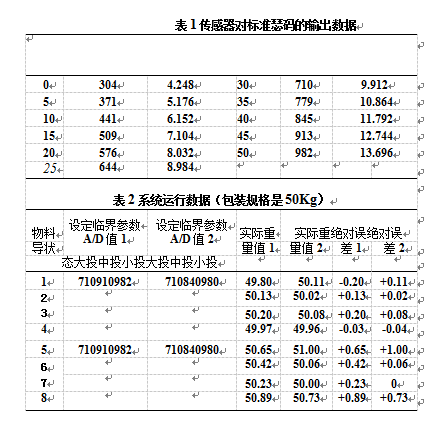
由于定量包装秤动态称重系统是一个时变非线性系统,只能通过大量的实验来寻求一些控制规律。所以系统的调试对定量包装秤动态称重系统来说是很重要的一环。在调试中我们主要是通过调整系统的不同参数(例如各延时参数和三级流速控制的各临界值)来使系统可以精确快速运行。在实际生产中有很多的因素影响着系统的精度,比如储料斗中的料位,化肥颗粒的状态(有些化肥容易结块)等。如表1、表2所示,现场调试与运行中的一些实际数据。
表1传感器对标准瑟码的输出数据
5结束语
通过现场的运行情况来看,本系统基本可以满足设计要求。但是在控制精度方面依然有可改善的空间,比如可以通过釆用高性能的AD,跡放大碱更高、性能即的放大器彻工作频率更高的处理器如DSP,改进算法等等。如果可以改进进料系统使得进料速度可以严格的控制,那么对动态称重系统的控制部分的要求将会大大降低,就可以采用一些传统而十分有效的控制方式。
文章来源于网络转载,侵删
 ×
×



