

来源:网络转载更新时间:2020-09-18 10:20:32点击次数:3558次
2004年3月,我们对一炼钢转炉合金配料秤进行低成本自动化改造,采用新型内垫耐磨衬板的固定式料斗+校验平台+PGM系列称重模块+智能称重仪表+气动阀门+变频调速+PLC控制+主控计算机+数据采集与网络信息的设计。其称重装置和控制部分均釆用国内外的先进产品,在称量装备方面设计创新、技术先进;在控制软件方面釆用国内最新的模块化结构,并利用Win-dows2000Professional操作系统、SiemensStepS7v5.2、SiemensWinCC开发软件和ViualBasic等高级语言编程及数据库的建立。PT-PN-1900型称重仪表显示重量数据,并以Profibus-DP总线通讯方式将称重仪表的重量信号送PLC,达到控制合金配料量,通过自主开发的控制运行应用软件,十分成功地组成了一套新颖的称重检测与自动控制系统,实现了一炼钢转炉合金称量、振动下料、气动闸门开关、料量控制和数据采集等配料过程自动化。该系统自2004年5月投运以来,称量准确度比改造前的±2%提高到±0.5%;配料控制精度由改造前的5%提高到1%以内。由于系统的成功改造,使其计量性能与自动控制技术具有国内先进水平,满足了一炼钢转炉快节奏生产需要,保证了转炉炼钢产品质量和产能的提高,可年创经济效益100多万元。
1改造前的装备水平
改造前,一炼钢合金配料秤是由8个料仓(每个料仓下配置一个振动给料器),8个料仓共用一个带振动给料器和装有4只称重传感器的称量车及一台DBG-2型重量变送器组成的配料系统。称量时人工操作将称量车置放于所选料仓下,开动料仓的振动给料器振动下料于称量斗内,称重传感器将数据信号输送到配料操作室的显示器上,当显示器的数字跳到所需重量时停止振动操作,开动称量车至合金下料管口处,由称量车的振动给料器振动到合金加料管道内,该系统存在的主要问题是:
a.称量车轨道由于使用时间较长而变形,轨道水平度偏差大,直接影响称量准确性。
b.由于称量车下料斗装置是振动下料,极易造成每次称重后下料不干净或漏料现象,影响入炉合金配料控制失准。
c.称量车的传感器限位装置是采用固定可调拉杆限位方式,导致称量斗不灵活,尤其使用时间长,结构锈蚀严重,导致称量重复性能差,影响其计量准确。
d.DBZ-2型称重仪表系电流环仪表,功能不多,抗干扰能力较差,精度得不到保证。
e.下料控制由人工操作,不能保证下料精度。
综合上述问题,这种陈旧落后的称量方式的最大缺点是稳定性差,称量不准确。作为一炼钢厂工艺检测过程控制和内部管理考核的关键测量设备,在今后的转炉快节奏生产过程中不能在主要时间内准确地调整合金成分,严重制约了一炼钢产品质量和产能的提升。所以改造势在必行。
2改造措施
a.将现有的称量车配料方式改为固定式料斗称量装置,在原有地点将8个料仓配置两台料斗秤并排在一起,料斗秤圆口下料釆用气动闸门控制放料。
b.考虑现场高空恶劣环境条件,在新制称重料斗两侧合适的位置设计专用简易校验平台,以方便其称量校准与日常维护检修。
c.将现有高料仓振动器给料出口向2台称量料斗中心位置进行调整,以便保证其落料准确到位,称量稳定可靠。
d.新秤采用PLC可编程控制器,给料器和气动闸门实现合金配料自动控制,操作简单,系统可靠。
e.改造后的新秤结构新颖,使用可靠,计量准确度完全符合国家IV级秤使用要求。该项目自2004年4月投入使用至今,计量准确率达到100%,设备故障率降低到1%以内,系统稳定可靠,控制运作自如,为一炼钢转炉生产节能降耗、提高产品质量和产量发挥了重要作用,经济效益显著。
3改造后的系统原理与应用效果
3.1系统工作原理
根据图1所示,系统采用两台静态固定料斗秤,通过总线制PTPN-1900型称重仪表将重量数据传至PLC,以变频控制料仓下料量。其中每台仪表负责四个料仓的称量。
3.2系统自动控制的设计思路与技术
系统釆用西门子S7-300系列。S7-300系列PLC在各种工业现场应用广泛,特别是中小型应用场合。它采用模块化设计,容易扩展并有广泛的通讯能力,抗干扰强,稳定可靠。网络釆用以态网,通讯速度达10Mbo上位机釆用西门子自行开发的Wince作为监控软件,以实现对合金加料生产的全面监控。
在该控制系统中,实现设定料流的准确下料是其最主要的功能之一,为提高其控制精度,节约下料的时间。在程序设计中,采用先快振后慢振的方法,其具体实现如下:
a.以60kg为快振的临界值,当设定料量与已放下的料量相差60kg或更多时,满足快振条件,PLC发出快振信号,让振动给料机变频器以快速频率振动。
b.当设定料量与实际下料量相差小于60kg或设定料量小于60kg时,满足慢振条件。PLC发出慢振信号,让振动给料机变频器以慢速频率振动。
c.为消除振动给料机惯性的影响,在计算设定料量与实际下料量的差值时加入一个提前量。该提前量视调试情况而定,有了该提前量,振动给料机便可预先停止,以消除振动惯性带来的称重误差的影响。
3.3系统特点与应用效果
a.2台3500X1450x800mm的锥形料斗内壁敷设耐磨衬板,提高其使用寿命。下料口采用气动闸门,实现自动控制下料。
b.在每台料斗上部四周对称适当位置(矩形平台)安装4只PGW-2称重模块,其上下安装支承座中心位置符合各称重传感器的受力性能要求。
c.选用国内先进的梅特勒-托利多PGW系列的不锈钢焊接密封式称重传感器。防护等级IP68,适应现场恶劣环境条件使用。同时,称重模块采用固定半浮动式的安装方式,维护调试方便,并可消除料斗因热胀冷缩带来的称量误差。
d.2台称量料斗两侧均设计制作可承受1吨标准破码的简易校验平台装置,方便称量校准与周检,确保其计量准确、可靠。
e.利用ProfiBus现场总线协议,将称重显示仪表与SiemensS7-300控制器模块实现通讯,将称重信号以数字量信号进行传递,既提高了快速性,又减少了误差。
f.PLC控制采用SiemensS7-300硬件,利用结构化编程技术,由一台称重仪表对四个料仓分别进行称量。
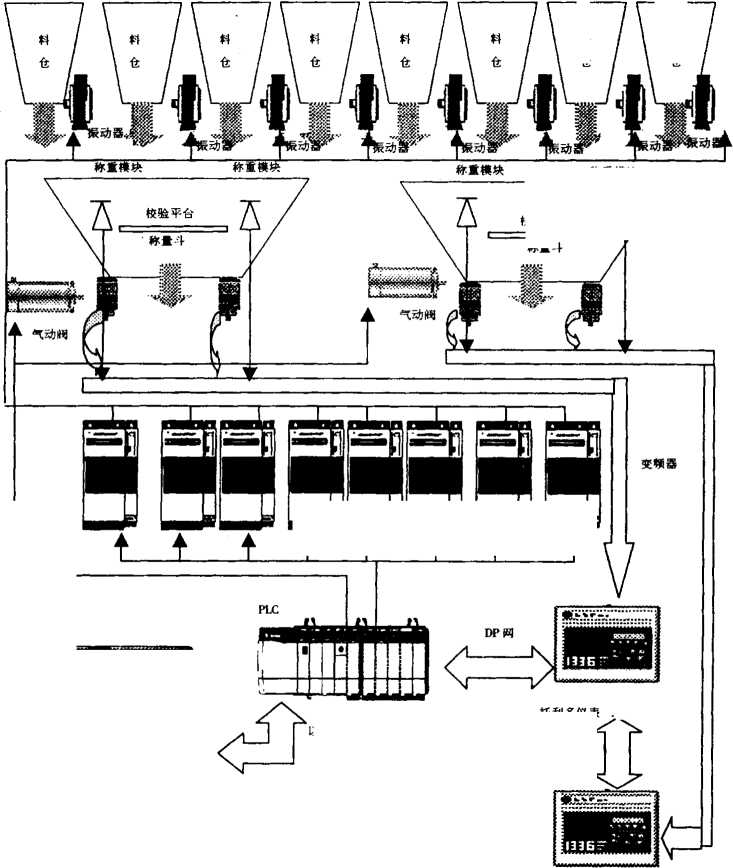
图1台金配料称量自动控制系统工作原理图
g.釆用PLC控制给料振动器和气动闸门实现合金配料自动控制,操作简单、系统稳定可靠。
h.改造后的一炼钢转炉合金配料系统结构新颖、性能可靠,经多次检定,其计量准确度完全符合国家IV级使用要求。应用一年以来,计量准确率达到100%,设备故障率降低到1%,效果良好。
文章来源于网络转载,侵删
 ×
×



