

来源:更新时间:2020-09-11 10:17:09点击次数:5751次
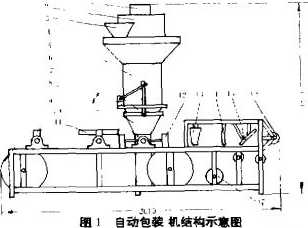
目前市场上粉状物料品种繁多面粉、专用粉、元宵粉等。这些粉状物料计量和包装基本上都是由手工来完成的°生产效率极低,父不苻合卫生标准,而义污染空气.待别对工人的健康不利。目前对于粉粒松散物料的小包装自动包装机,国产的仅有小袋(25〜50g)包装,而包装更景为0.5〜2.5kg的自动小包装机国产的没有。为了实现面粉等粉状物料小袋包装自动化,我们调査了许多生产厂家,仔细地研究了进口同类包装机.结合我国的实际情况.应用定容计髭原理,气压传动知识和电气自动控制理论.设计了粉状物料自动包装机〈如图所示)。
1系统
1-1粉状物料的性质和计量方式的确定
粉状物料属于松散物料,般的粒度都比较小.质燈轻,粉尘易飞扬,它的散堆密度(视比重)受温度、湿度及堆积方式的影响。但在外界条件变化不大的情况下,粉状物料的密度比较稳定.由于其粉粒特别小,又比较干燥.所以流动性较好。但还易与接触材料粘附等待性。・
根据粉状物料的这些性质以及其他因素综合起来专虑.采用螺杆容积计最方式比校合理。它是利用每个螺旋相同的理论容积之原理来完成定鼠叶髭的。鼻螺杆转的圏数来实现不同级别的计懺。这样可使粉状物料在计信过程中始终处在-个与外界隔绝的空冋里.保证计敝不受外界因素的干扰.借助于螺杆转动产生的軸向力推动粉状物料沿轴向此进,实际上是强通供料。这对于保证高速度的自动包装是很有利的.这是采用螺杆定容计量的主要原因。
1.2嫁杆形式的逸择及其计鼻
螺杆用于计量的轴向難形常用的是梯形和矩形.在螺杆外鶴、内祥及鎌距相同的情况下・矩形爆杆产生的轴向力大,旦垂直安裝时末端一圏螺纹下端粘附粉尘的可能性W、・所以采用单头矩形截面螺杆.
螺杆外径"=90mm.内径d=40mm、中径Q,=65mm、螺距尸=40mm、矩形螺纹的厚度2=3mm
由螺杆螺旋升的计算公式
那么计算螺杆每-周转计餃容腔容积为
现以水磨幡米粉(元宵粉)为例,每次装袋的重耄为500g,其散堆密度q=0.4358/cn
则计量螺杆每转一圈供送元宵粉的重量为:
Ga=Vp=192.9>0.435=83.94g/r假设每计景一袋,螺杆转”=5§强则下料的重量为:
G=G。・r=83.94X5y=486.85g动力源选用气马达,可无级调速。只控制进气阀或排气阀开闭的程度,就能调节马达的输出功率和转速。
装袋计量500g时.螺杆的转速为250r/min则计量一次所需的时间为:
由于电密离合器脱开有一定时间误差,而螺杆由于惯性到完全停止转动也需-定的时间,则可用以补偿余的重量。
电磁离合器断开时间极限误差为0.3s则补偿重量
螺杆转速从250r/min降到零,最多需0.0眾螺杆取平均转項250+2=125r/min,则补偿重量为
相时误羞为
其总的相对误差为
能够满足要求
一次需要1.42=2s
则螺旋计量的生产能力为:
Q,-500g/2s(按每包500g计算,间隔2s的时间完成包装动作)
所以包装机的生产能力为:
Q=500g/4s=500XISg/rrdn—0.5X15X60=450kg/h
1.3计量系统的其他装五
为了使专用粉的密度均匀,在螺杆上方的锥体料斗内装有搅拌器,通过齿轮传动使其与螺杆的旋转方向相反.
导管与嫁杆间留有适当的间隙。导管卜方连接固定漏斗,而固定瀨斗又连接活动鸭咀漏斗.它能够自动升降,由两个能自动闭合和张开的霄咀片组成.在装袋时啓咀片下降,伸入到袋底部,鸭咀片自动张开.動状物料尊自重装入袋内,然后上升闭合离袋.这样可避免粉尘飞為,粘附在袋口封接部位.影响封口质最.
2自动包装系统
2.1 乞装材料和邑装袋形式的确定
专用粉等都是粉状、细颗粒状的物料.所以应采用软性包装材料。故确定以聚乙烯作为包装材料。
由粉状物料的性质和包装的函最.选用三面封口扃平袋的形式。
2.2包装糸统忌体方案的叔定
2.2.1工艺路线及机器的类型
粉状物料包装的工艺路线是制袋一充填料一封口一切断。将包装过程分为四个工位:
a、包装制袋成型;b、横封和充壊料2、纵封;d、切断.由此看岀包装过程比较复杂.需要比较多的执行机构。选用卧式间歇宜线运动的多工位机构.具体地说是气压卧式联合制袋包装机。
2.2.2主传动系统
为了使料袋产生间歌的直线运动,我们设计成以气缸作动力源,驱动轉轮机构带动同步
齿形带作间歇运动.拉帯机构也是以气缸作动力源.上述两个气览在气压回路上由气压元件保证作同步运动,因此拉带机构和同步齿形带也将保持间歐式的同步运动.
2.2.3包装系统的其他装置
a、 包装材料的供送
为了使包装材料间歌式的送到各个工位.设计了一个供纸架和拉带机构(纵封器完成纵封的同时作间歐移动).供纸架由薄膜卷盘、导辗、三角形成型器、U形导杆和封接器等組成。纸长的改变由拉带机构实现。供纸架上配置有附件.用以调节纸在供送过程中的松紧程度.
b、 三角形制袋成型器
三角形制袋成型器安装时应呈倾斜状态.与水平面的夹角有一个最佳值此角度越大,则压力角也越大,薄膜成形的阻力也越大薄膜在翻折时就越容易变形,甚至有被撕裂或拉断的可能。此角度越小.成形的阻力也就越小,于薄膜对折有利.但会使三角板长度増加,结构増大。该角度熨根据薄膜流动时的阻力、变形以及三角板的具体结构来确定.
根据该机的包装速度这个倾斜角度应取28.通过三角形公式可计算出三角板内角的值为52。,其厚度取15mm.三角形的高视包装重量的不同.可由公式计算得到。
c、 袋口的封接及切断装置
利用包装材料聚乙烯在加热时,会软化成为熔融的热塑化状态,在袋的封接部位两层薄膜受热软化到熔融状态时.对其施加接触压力使处于熔融状态的封接部位材料界面间被突破而融接成一体冷却后就得到熔接联接.这就是我们常说的热融封接。该机的纵横封口结构就是根据此原理设计的。
纵横器的结枸均采用板条式在封接压头.顶端装着热容量小的镣铭条借作为热封接的发热体为避免发热体粘結包装材料.其间置聚四氟乙烯布隔离,当压头将待封的薄膜层压驚后,给发焦体通的瞬时脉冲大电流,产生高温将待封的薄膜层加热.促使其熔接,并配以水和空气冷却裝置,使其迅速冷却。待封接处的薄膜恢复强度及定形后再退回压头.
加热温度在130〜I50C的范围内,可通过调节电压来控制.夹紧力控制在3〜4kg/cm\由气亂回路上的压力继电器来控制.旃热时间为0-么,冷却时间为0.
这种间歇式的纵横封口装置,只在包装袋停止时进行工作,包装材料成型后先进行横封待充填料后.纵封器再开始工作.然后将包装材料拉一个袋长距离.即纵封器起两个作用:纵封口和拉带.
在包装过程中.包装材料的运动和松状物料的移动,由于静电感应.都容易带静电,这样粉尘极易粘附在袋口的内壁上.使袋口封接不严或者不牢固.为了提高封口的质在包装袋的外侧,供纸架上设置有静电消除装置。
最后一道工序是切断。选取的是放刀式切断机构。
2.3彰响封接质量因素的分析
2.3.1包装材料的热封性能
如果包装材料的热封性能很好,不但易于热封,而且封口的强度很高。反之就可能因封口不严或野接不牢而导致专用粉等的泄漏。包装材料本身的性能是影响封接质延的主要因素.选用聚乙婦就比其它塑料薄膜热封性好.
2.3.2热對温度、时间、压力的控制
热封温度太高薄膜易产生“糊化而不能封接。塑料类的包装材料.热封温度要求严格,不得超过150C。在这个范围内.温度越高,热封的时间越短.施加的压力也小。反之时间长,压力大,这三个因素是互相制约的.但是都有一定的限度,可参看有关热封的资料。
2.3.3壊充料的性质
填充料的密度大,颗粒状,封接质鼠就好.专用粉等成粉末状,密度也小,在包装过程中要采取一定的措施.减少粉末飞扬,避免粘附在袋口封接部位.如装料斗伸入袋内,设静电消除装置等等。对己粘附在袋口封接部位的粉尘在封接前加一抖动机构使袋口顺动,驱使粘附的粉尘落入袋内,以提高包装质齡.
3结论与讨论
利用气压传动,由电气控制的机器完全能够胜任专用粉等的自动计量和自动包装工作,而且比机械传动和液压传动具有许多优点。
3.1结枸简单,运动袖度高
机器的执行机构动作可直接用气压元件来带动.而旦又可无级变速.这样传动弛短比机械传动省去很多变遜传动机构.所以机器的结构简单.运动精度高;
3.2执行机杓的动作迅速、准确、可靠
气动的动作比机动和液动迅速反.应快.由于传动链短由此运动产生的误差小,反庄到执行机构末端件上运动精度高.动作准确,可界.
3.3工作环境适应,埃好.产A无汙亲
粉状物料的生产,计量与包装的环境-般多尘埃,振动大,气压比机械液压柱制优越,产品不受油类的污染,即使漏气也不影响卫生.
3.4仅嚣的成本场廉.揉作爲仅
由于传动鮭短使用的零件数少,机器价格便宜机辞过栽能自动保护.维修方便.工作介质里傳否易乂比较清淸減少对拜境的污染,
3.5般扶物料应用电囹广
除包装季用物外还可以自助包装其他粉料物品:包装重量的范围也很大.
文章来源于网络转载,侵删
 ×
×



