

来源:网络转载更新时间:2020-09-10 13:34:23点击次数:3167次
目前利用单片机和微机组成的皮带配料秤单片机控制器已广泛地应用 在冶金、化工、建材、饲料加工等诸多行业,皮带配料秤控制系统不仅具有自 动化程度高,配料连续性好,操作人员劳动强度低,而且配料精度高,产品质 量容易控制,还能实现动态物料的配比,自动和手动相结合,实现自动跟踪 误差调整、自动称重、自动混合、自动显示。因此使用皮带配料秤单片机控制 器能明显地提高工作效率,增加经济效益,提高管理的现代化水平。
本设计是一个以AT89S52单片机为核心的皮带配料秤控制系统。
一、硬件设计
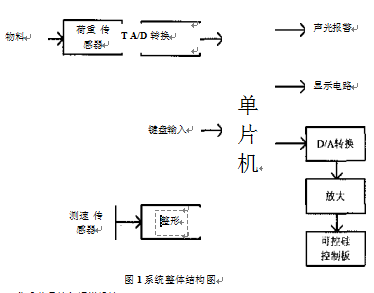
系统选用AT89S52单片机作为系统的控制核心,构成皮带秤控制器。 皮带输送机投入运行前,输送皮带上物料流量的设定值由操作人员在键盘 上设定。系统投入正常运行后,单片机采样皮带荷重信号(通过ADC0832) 和走速信号(T法测速),将皮带走速信号V(t)与皮带单位长度上的瞬时重量 P(t)相乘即可计算出皮带上物料的瞬间流量F(t)o瞬间流量可通过6个七段 数码管显示出来,为操作人员提供工艺数据参考。AT89S52系统再将流量 实际值与其设定值进行比较,经增量PID调节运算后计算出控制量Vi,通 过DAC0832转换为电流输出信号(4~20 mA),而后经LM339放大去控制可 控硅的导通角,实现调节滑差电机电磁离合器励磁电流的功能,从而调节 执行机构滑差电机的转速,使输送皮带上的物料流量尽可能稳定在设定值 附近,并具有良好的静态指标和动态性能。系统结构图如图1所示。
1.称重信号输入通道设计。
本系统的设计中,称重信号输入通道是由传感器,放大器以及A/D芯 片组成。系统设计中分别选用的是荷重传感器,LM339放大器以及AD0832 转换芯片,并且将最后转换的数字信号输入到单片机的P3.4 口。
本系统通过对各个硬件模块的合理选择,从而釆集到单位长度皮带上 的瞬时重量(皮带荷重信号),具体电路原理过程说明如下:
(1)由荷重传感器测出瞬时变化的应变情况,并转化为电压信号以0~ 10 mV输出。
⑵ 经过放大器LM339变为标准电压0~5V,送入串行A/D转换器 ADC0832的单输入通道CH0。
⑶经A/D转换器把模拟量转换为数字量送入AT89S52的P3.4 口。
(4)在芯片AT89S52中进行数据处理以得到单位长度上皮带的瞬时重 — 里。
2.速度信号输入通道设计。
速度信号输入通道的设计包含以下几个硬件组成模块:测速传感器, 比较器,光耦隔离等,同时涉及到门控方式。系统中分别选用的是光电測速 传感器,比较器LM339,且运用T法测速。
3.键盘显示接口电路设计
本设计使用的是扩展键盘接法,这种接法用的是mxn矩阵键盘,可以 节省部分管脚,但编程较复杂。同时本文中由于单片机的管脚有限,实现的 系统功能复杂,为了节省单片机的引脚,又在外部扩展接了一个芯片 74LS164,此芯片是8位并入串出转换器,可以用于实现键盘输入功能。它 与AT89S52的串行口按方式0连接,74LS164接受RXD端串行输出的待 显示数据,每输出一个字节,AT89S52内部的硬件自动使SCON寄存器的 中断标志TI置位,通过对TI的测试,即可确定一个字节是否发送完毕。这 种方式在程序设计时与并行动态扫描编程方法类似。根据系统的实际需 要,采用2x8键盘,包括0~9这10个数字键,6个功能键:写入键WR、设定 键S、校零键Z、返回键MON、停机键STOP、运行键RUNo
显示系统是几乎所有的仪表的必不可少的重要组成部分。本系统配有 6位共阳极LED显示器,运行时可实时显示瞬时流量,LED显示器有静态 和动态显示两种方法,在微机控制系统中,若控制系统时间允许,常釆用动 态扫描显示,这种方法的优点是线路简单,价格便宜。而且对显示器要求不 是太高的场合,可直接选用串行数据输出方式进行动态扫描,这种方式利 用AT89S52内部的串行口和某个并行口(如P1 口)组成了控制电路。
7407是集电极开路高压输岀的六缓冲器/驱动器,其功能是对74LS164 输出的段码信号进行放大,驱动LED显示,需通过上拉电阻接高电平。LED 的位选由AT89S52的P0.2-P0.7发出,经过7404反向驱动器来实现。
4.输出通道设计
系统的输出通道包括D/A转换芯片,触发电路以及滑差电机。本系统 选用DACO832作为的D/A转换的芯片,触发控制芯片选用TC787,滑差电 机选用SGETA-70的交流调速电机。
在本系统中,执行机构电机的转速可由经D/A转换芯片输岀的控制电 流来调节,从而实现对皮带上物料的流量控制。本系统选用的转换芯片是 DAC0832。
D/A转换是进行调节滑差电机转速的核心部分,当数据采集后送入 CPU进行处理,计算出瞬时流量,并与设定值作比较,通过PID调节送出控 制变量Vi后,CPU对DAC0832进行一次写操作,把一个数字量直接写入 数据寄存器,通过D/A转换,输出模拟量。其中DAC0832的两个输出端 hrntl和Iout2为电流输出形式,为了提供4~20 mA的控制电流,输出加上 一级功率放大,而后电流放大后接可控硅控制板,控制可控硅的导通角,从 而调节滑差电机的转速,使物料流量稳定在预期的设定值。
5.报警电路的设计
当系统配:料出现问题三次以上时,需要给工作人员提醒,本系统设计 报警电路由AT89S52的P2.7触发,振荡器以555定时器芯片为核心。当系 统工作正常时,P2.7输出为1,禁止振荡脉冲在与非门输出,扬声器关闭。 当检测到异常情况时,PZ7清零,使扬声器发出报警信号。
二、软件设计
软件部分的设计主要是针对键的扫描,对数据进行采集并处理,计算 出瞬时流量,再进行PID调节,控制可控硅的导通角,从而控制滑差电机的 转速。可分为以下几个模块:
(1)主程序的设计。
(2)键扫描及显示程序。
(3)A/D转换程序。
⑷D/A转换程序。
(5) PID运算程序。
通过对本系统的设计,使本系统能比较完善的自动处理异常工作状 况,同时实现了漏料、缺料、原料不足等异常情况的自动报警,此系统操作 非常简单,使用性能好,抗干扰能力强,而且不容易出现故障,非常适合工 作人员的操作,现今在中国中、小型企业应用最为广泛。
文章来源于网络转载,侵删
 ×
×



