

来源:网络转载更新时间:2020-09-09 10:42:50点击次数:7278次
一、引言
“连续累计自动皮带秤”有两种计量形式,第一种计量形式是采用重量传感器检测到物料的单位长度的瞬时重量信号,同时速度传感器检测到速度脉冲信号。通过控制系统将重量信号与速度信号进行乘积运算,从而求得被计量物料的真实流量(输送量),属于非定量计量形式;另一种计量形式是在上述真实流量的基础上,使控制系统将被计量物料的真实流量和用户设定的输送量(设定量)进行逐次比较,其差值信号反馈给变频器,用于调节输送胶带速度,从而保证被计量物料的真实流量和设定量相一致,属于定量计量形式。
目前市场上使用的连续累计定量/非定量自动皮带秤产品,均为一台皮带输送机完成一种特定物料的定量(或非定量)称重,但是当现场需要多物料连续累计称重与配料时,只能在不同的皮带输送机上,分别配置单一物料称重的自动皮带秤产品,最后再汇总混合配料。这样既浪费空间,又浪费了设备的配置。另外,在电力系统,由于料仓高度的限制,要实现较大的给料量,给煤机的进料仓在楼层标高的限制下只能分成数个小料仓。为此上海大和衡器有限公司研制开发了在一台皮带输送机上完成多物料定量/非定量皮带称重控制系统,该系统通过选用具有4种不同的控制模式来适应不同的应用场合,使得上述两种现场的条件得以实现。该项目已于2011年12月获得国家专利局批准授予的发明专利证书。
二、连续累计模拟模式
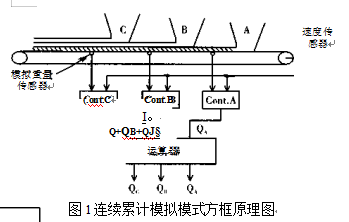
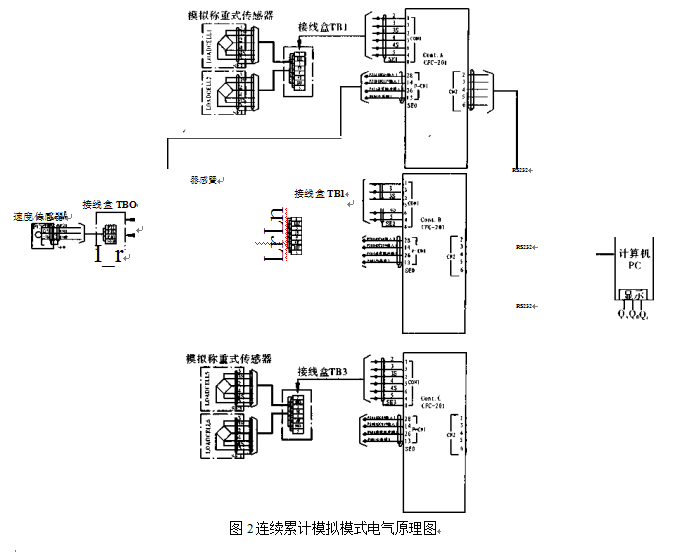
该模式由多组称重装置中的称重信号与一个测速器的速度信号分别送入多个称重控制仪表,经积分演算,多个仪表分别送出多个给料量信号.再由总控制器完成多种不同物料的给料量信号数据。如图1、图2所示的A、B、C三个进料口同时给料时,A、B、C三组称重装置中的称重信号
Wa、Wb、Wc与一个主电机测速器的速度信号S,分别送入三个CFC-201积算控制仪表Cont.A、Cont.B,Cont.C,仪表分别对传感器的称重(重量)电压信号和测速传感器的速度脉冲信号进行处理和计算,经积分演算,三个仪表分别送出三个给料量信号Qa、Qa+Qb、Qa+Qb+Qc,通过串口转换以太网模块,进入计算机完成三种不同物料的Qa、Qb、Qc给料量信号数据分别计算与显示。
称重计算过程如下:
假设输料皮带的运行长度为Z,运行的时间为«/,在时间々里输送的物料量为Q,则Q可表示为方程(1)
Q=\wvdt(kg) ⑴
其中,W,单位长度皮带上物料的重量(kg/m)0:皮带的运行速度(m/s)
由方程(1)可知,只要测出单位长度上物料的重量和皮带的运行速度,就可以求得在时间里输送的物料的重量。
W的值可根据模拟式重量传感器测出,测出的值为模拟量,。的值可根据速度传感器测出,测出的值为数字量。
CFC-201型积算控制仪表将模拟量W在仪表内部进行A/D转换,得出数字量W,然后将此数字量W与测速传感器测出的数字量0通过CFC-201积算控制仪表内部进行积分运算。如下:
①Cont.A控制仪表作用,Qa=\'wAvdt
②Cont.B控制仪表作用,
Qa+Qb=丄呼应 ifudt
③Cont.C控制仪表作用,
Qa+Qb+Qc=Ly他也+QW^udt+IIF(vdt
Cont.A,Cont.B,Cont.C称重仪表,型号为CFC-201o
最后,分别将三个积算控制仪表计算出的在时间》里面的总的重量值以串口通讯方式发送到计算机,计算机收到此数值后,可以显示在显示器上,我们可以根据显示器上的值,进行简单的减法运算,分别得出最终的A、B、C三种物料的累计重量,如下:
Qa~^WAvdt
Qb=zQa+Qb~Qa= 润dt+^Wf^dt-^WAvdt
Qc^Qa^-Qe^-Qc-Qa-QiF2Avdt+^)dt+
静祯-静祯丄电0
三、连续累计数字模式
该模式由多组数字称重装置中的数字信号与演;一个测速器的速度信号分别送入数字式总控制器,◎:直接得到多种不同物料的给料量信号数据。如图年-3、图4所示。A、B、C三个进料口同时给料时,第 三组数字称重装置中的数字信号Da、Db、De与一J 个测速器的速读信号S分别送入CFC-500型数字积算控制器,控制器对三路传感器的称重(重第 量)数字信号和一路测速传感器的速度脉冲信号£;进行处理和计算,经积分演算,直接得到三种不期:同物料的Qa、Qb、Qc给料量信号数据。
数字式流量积算及运算过程:
图4为数字称重传感器得出的值。分别为/WA,WA+WB,WA+W^Wc,然后通过CFC-500型 三通道数字式积算控制器,该控制器既有流量积算控制,又具有一般运算器的功能,如抗干扰和可靠性高等功能,因此可分别算出Q,Qb,Qc的值。
称重计算过程如下:
由上述连续累计模拟模式中的方程(1)可

图3连续累计数字模式方框原理图
知,只要测出单位长度上物料的重量和皮带的运行速度,就可以求得在时间々里输送物料的重量。其中W的值可根据数字式重量传感器测出,为数字量。值可根据速度传感器测出,也为数字量。
CFC-500型三通道数字式积算控制器具有3路数字量分别同时进行积算的功能,即能将3组不同的数字量W和。同时处理,进行积分运算,并能在仪表的显示屏上显示出来。如下:
rI
Channel1:QA=j^WAvdt
Channel2:QA+Qif=jWAvdt+^)dt
Channel3:Qa+Qr+Qsj"(W^dt+W
i
Wrz;dt
o,
上式中Channel1、Channel2xChannel3为仪表CFC-500的3个数字量积算通道。其+Channel3为三种物料的总连续累计输送量。
最后,Qa,Qa+Qh,Qa+Qb+Q(:的值将在仅表的显示屏上显示岀来,使用者可以根据此3个值,简单的进行减法运算,如下:
0=^WAvdt
Qh=Qa+Q/j-Qa=InWAvdt+LIF即也一^WAvdt
Qc=QA'^Qff^Qc~QA~QB=LAvdt+W^)dt+
[W(^dt-fWAvdt-[W^)dt
Jo Jo Jo
上式中Qa、Qb、Qc分别为A、B、C三种物料的连续累计输送量。
四、料位定量给料控制模式
根据设定的三种不同物料的给料量,三组数
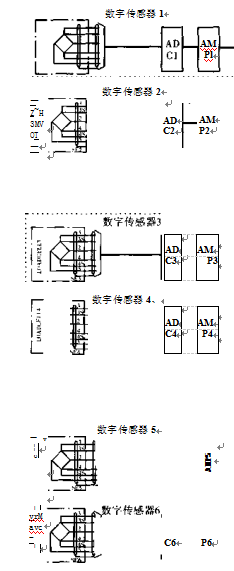
图4连续累计数字模式电气原理图
字称重装置中的数字信号与一个测速器的速度信号分别送入数字式总控制器,直接得到三种不同物料的实际给料量信号数据与设定值比较,分别自动调节三个进料口处的料层高度,以便保证三种不同物料的设定给料量。如图5、图6所示A、B、C三个进料口同时给料时,根据设定的三种不同物料的虫、qB、qc给料量,三组数字称重装置中的数字信号哧、Db、De与一个测速器的速度信号S分别送入CFC-500型数字式积算控制器,控制器仪表对三路传感器的称重(重量)数字信号和一路测速传感器的速度脉冲信号进行处理和计算,经积分演算,直接得到三种不同物料的实际流量信号Qa/LQs/t、Qc/t数据与设定流量值qA/t、q/、qjt比较,由积算控制仪表发出流量差值QA/t-qA/t、Qa/t-qu/t、QJt-qc/t指令,分别由气动或电机驱动执行机构自动调节三个进料口处的料层高度,以便调整三种不同物料的实际流量QMt、Q/、QJt与设定流量qA/t、q/t、qjt保持一致。
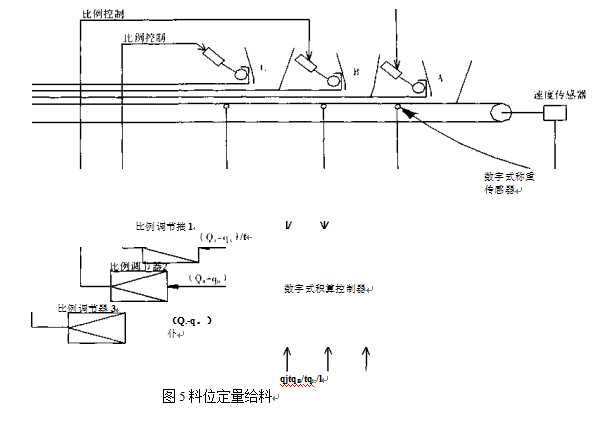
图5料位定量给料控制模式方框原理图
根据上述连续累计数字模式的说明,已经清楚怎样利用数字传感器和数字控制器准确地计算出3种不同物料的总重量。现说明利用上述数字控制器和数字传感器,然后再结合其他一些部件,就能准确完成定量给料的过程。其详细描述如下:
首先,数字量控制仪表CFC-500除了具有上述介绍的功能外,还具有以下2个功能:(假设在时间t内,物料的累计重量为Q,然后Q/t为单位时间的重量,即为流量。
(1) 能够接收外部给定的4mA~20mA的流量设定信号,这里我们将此定义为:qjt,qs/t,q/t。
(2) 能在显示屏上显示3个不同通道计算出的3个瞬时流量值,并且能以4mA~20mA的形式输出,我们将此3个值定义为:Q”t,Qs/t,QJt。
我们将其对应的差值信号:(QA-qA)/t,(QB-qB)/t,(Qc-qc)/t分别通过比例调节器3、比例调节器2、比例调节器1,分别输出一个合适的电控制信号,这个电控制信号作为输入量给气动电磁阀或驱动电机,从而产生和输入信号成比例的输出量——力。该力又作为输入量加给气动或电动执行机构,控制其阀门的位置,从而改变进料口的料层高低来改变进料的多少,通过此闭环控制,可以将设定流量和实际瞬时流量的差值接近于零,从而实现三种不同物料的定量控制。此控制方式称之为比例控制,比例控制技术的优点,首先在于其转换过程是可控的,设定值可无级调节;其次在于方便迅速,可精确地实现工作循环过程,满足切换过程要求。
但是,如果改变了A物料的流量的同时,也在改变B物料的流量,甚至也在改变C物料的流量,那会造成非常混乱的局面,为了防止这种不利局面,CFC-500仪表具有有序定量给料的功能,虽然是3个通道,但是我们将通过仪表内的逻辑控制接点的开闭来实现物料的有序定量控制(如图6中输入2和输入3的情况),A物料的定量控制一旦完成后,其阀门位置将保持不动,然后调整B物料,B物料的定量控制一旦完成后,其阀门位置也将保持不动,最后调整C物料,一旦C物料调整完成后,整个过程就结束了。
该方案在实现三种不同物料的定量控制的同时,也可采用上述连续累计数字模式,通过实际输出量Qa、Qb、Qc的运算实现连续累计称重功能。
五、速度、料位定量给料控制模式
根据设定的一种主原料和两种副原料的给料量,三组数字称重装置中的数字信号与一个主电机测速器的速度信号分别送入数字式总控制器,直接得到三种不同物料的实际给料量信号数据与设定值比较,其中主原料的给料量差值由主电机变频调速实现,两种副原料的给料量差值通过自动调节两个进料口处的料层高度,以便保证三种不同物料的设定给料量达到要求。如图7所示,A、B、C三个进料口同时给料时,根据设定的一种主原料qA和两种副原料qB、qc的给料量,三组数字称重装置中的数字信号庇、Db、De与一个主电机测速器的速度信号S分别送入CFC-500型数字式积算控制器,仪表对三路传感器的称重(重量)数字信号和一路测速传感器的速度脉冲信号进行处理和计算,经积分演算,直接得到三种不同物料的实际流量Qa/LQ/t、Q/t信号数据与设定流量值qA/t、q/t、qc/t比较,其中主原料的流量差值QA/tf/t,由积算控制仪表发指令给主电机变频调速实现,两种副原料的流量差值QB/t-q/t、
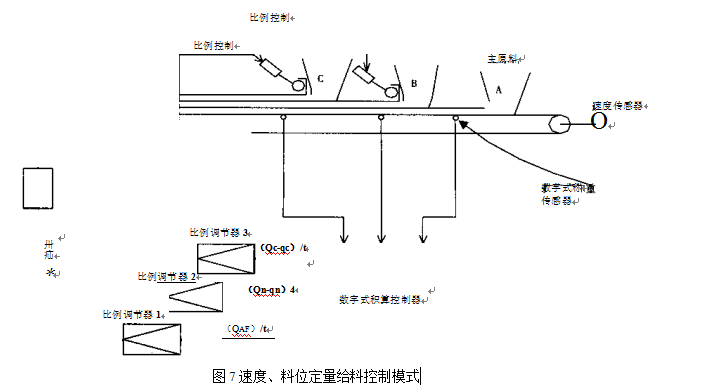
Q/t-qJt通过积算控制仪表发指令由气动或电动执行机构自动调节两个进料口处的料层高度,以便保证三种不同物料的实际流量QA/t、Q/t、QJt与设定流量qA/t、q/t、qjt保持一致。
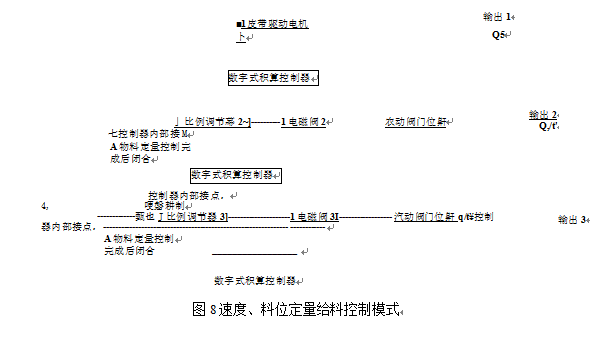
根据控制模式说明了比例控制来进行定量给料的原理。本控制模式需改变其中一个执行方式,副原料B和C的物料仍旧分别通过比例调节器2和比例调节器3来控制调节B处和C处阀门的开度来改变流量,而主原料A的给料控制是通过比例调节器1来控制改变皮带驱动电机转速,从而改变A物料的流量。也就是说比例调节器1实现了皮带速度定量控制,比例调节器2和比例调节器3实现了料位定量控制。该控制模式可以实现对三种不同物料的称重与定量输送,与此同时也可采用连续累计数字模式的方式,通过实际输出量Qa、Qb、Qc的运算实现总的累计输送功能。本控制模式的控制原理与控制模式基本一致。其反馈控制原理方框图如图8所示。
六、结论
本发明通过在一台皮带输送机上完成了多种物料定量(或非定量)连续累计称重。多组称重装置同时用于一台皮带输送机上,通过多次比较的四种控制模式实时测量单种物料与总计物料的给料量。
本方案的一个显著技术特点是:在皮带秤上首次采用了数字式称重传感器与数字式积算控制器的控制模式,传输距离远、抗干扰能力强,具有优异的负荷特性、蠕变特性、温度特性、防潮防爆特性和长期稳定性。可舍现远距离、无干扰数字输送,特别适用于现场袜重传感器和演算控制仪表之间距离较长的场合。
本方案的另一个显著技术特点是:由于多通道工业称重仪表技术的发展,通过调节仪表内的逻辑控制接点的开闭时序,使得多点差值比例调节反馈控制技术在多物料称重输送系统中得以有效应用。该方案随着称重仪表通道数的增加以及重控制系统。
本方案主要目的为了在一条皮带输送机上实现多物料同时计量的混配料系统;其次,由于很多工业现场料仓高度和占地面积的限制,如要实现较大的给料输送量,通过本方案的实施可以大大降低空间高度与占地面积。
目前基于一条皮带输送机的多物料定量连续累计称重控制系统的四种控制模式已开始部分应用于火电厂多料仓给煤机称重控制系统中,相信随着数字式称重传感器与数字式积算控制器在皮带秤领域的进一步推广将会受到更多用户的青睐。
文章来源于网络转载,侵删
 ×
×



