

来源:更新时间:2020-09-04 11:18:19点击次数:3949次
随着住宅产业、能源交通等基础设施建设的不断发展,钢筋混凝土结构的跨度和规模也越来越大, 传统的搭接、焊接等钢筋连接方式无论从连接质量、效率还是可操作性均不能满足行业迅速发展的需求。钢筋机械连接技术应运而生,已成为当前钢筋的主要连接方式,尤其适用于高铁、核电站、高层建筑等重要应用场合[1-2]。
目前,钢筋连接套的包装方式大多采用人工进行包装,具有费时费力、效率低下、劳动强度大等缺点, 无法满足目前市场需求,急需技术改进。因此,设计研发具有自动包装功能的钢筋连接套包装设备代替 人工劳动是当前生产和加工企业的迫切要求。
1钢筋连接套自动包装机总体方案设计
设计要求:要求所设计的包装机能够实现 M18- M32连接套自动装袋,与检验、打标工序衔接,包装材料为编织袋。
设计思路:包装机自动整理连接套,并且自动制袋、封口、输送,完成包装。
工艺路线:根据连接套的外形结构特点,初步设定采用竖直包装,连接套在传送带上首先经过整理机构进行整理计数,到达指定位置,经由气缸推送到包装执行机构,缝纫机进行封口,切断机构切断,完成制袋包装的过程。包装工艺路线为连接套上料— 连接套输送—连接套整理—连接套推送—包装袋底部与顶部封口—包装袋双侧边封口—卸袋等。
现代包装技术日益向着高度机械化和自动化的方向发展,各类物品的包装作业大多采用自动包装机械或自动包装生产线完成[3-8]。参考文献[9— 15]等包装设备的设计方案,结合钢筋连接套自动包装的技术要求,确定钢筋连接套自动包装机的总体方案。结构如图 1所示,主要由机架、输送机构、整理机构、推送机构、缝纫机构、切断机构、卸袋机构等组成。
1)整理机构 该机构的作用是将连接套整理、排列、计量,并输送到预定工位。
2)推送机构 该机构将包装材料和连接套由一个包装工位顺序传送到下一个包装工位。
3)缝纫机构 当推送机构把连接套推送到指定位置时,缝纫机构开始封口,这里采用四边缝纫, 其中袋子顶部要双排缝纫,包装袋两侧的缝纫机同时对袋子两侧缝纫。
4)切断机构 采用冷切即利用金属刀刃将包装材料剪断。
5)卸袋机构 将包装好的产品从包装机上卸
下、定向排列并输出,可以利用斜坡装置借助工件的自重滑到下一工位。
自动包装机使用电机和液压驱动,包 含传送链板电机、传送带电机 2个驱动电机和推送液压缸、缝纫液压缸、剪切液压缸 3个驱动液压缸。电机驱动将工件送到传送链上,随后通过 液压马达驱动液压推杆将工件摆放整齐,推送液 压缸将工件送至顶部、底部缝纫工位,缝纫液压缸推动缝纫机进行顶部与底部封口,工件向前输送,侧边缝纫机对输送过程中的工件进行侧边缝纫,包 装好的工件通过卸袋机构自动卸袋。自动包装机能够实现钢筋连接套自动上料、理料和包装袋自动上料、自动装袋及封口、自动卸袋等功能,与手工包装相比,大大减轻了劳动强度。
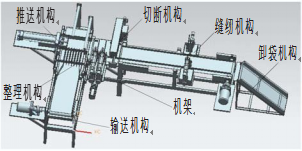
图 1 钢筋连接套自动包装机总体结构图
Fig.1 Totalstructurefigureofautomaticpackaging machineforsteelconnectingsleeve
2关键执行机构设计
2.1包装材料送料机构设计
包装材料送料机构为钢筋连接套自动包装机提供包装材料,依据包装材料的 2种形式,对应 2 种送料方案。第 1种方案包装材料为三面封口的塑料编织袋。工件在传送带上排列整齐后,传 感器检测到位,推送装置将工件推入撑好的包装袋, 重复排列和推送直至达到包装数量。封口机将其封口并卸袋。此方案的缺点是推送装置推送产品时,为了防止工件使包装袋变形,必须用其他装置将包装袋口压紧。
第 2种方案是有 2卷包装材料一上一下,封口机将其尾处封口,然后推送装置将排列 好的工件推入一上一下的包装材料中,达到数量要求后,将顶口与底口封住并切断包装材料,传送 带继续向下传送,两侧的缝纫机将包装材料的两侧封好,然后卸袋。此方案省去了包装口处的压紧装置,为后面安装调整装置提供了足够的空间。包装材料送料机构简图见图 2。因此选用第 2种方案。
输送机载板的时间)为
T1=0.15s。 (1)
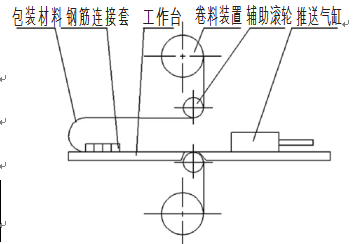
图 2 包装材料送料机构简图
Fig.2 Schematicdiagram offeedingmechanism forpackagingmaterials
2.2切断机构设计
横向压袋和缝纫机构将已包装好的钢筋连接套
2)输送时间
输送时间为板式输送机的间歇运动时间,同时也是将物料理成单排物料的时间,根据工件排列距离和传送速度可以计算单排时间为
T2=0.85s。 (2)
3)液压缸推送工件装袋的时间
单排物料的理料时间和输送时间为同一时间, 液压缸向前推送单排工件时间为
T3=s/v=0.5/0.5=1s。 (3)
后退时间为
T4=0.5T3=0.5s。 (4)
推送一袋的钢筋连接套需要的时间为
T5=n×(T2+T3+T4)=25.85s。 (5)
4)缝纫机横向缝袋的时间为的底侧进行封口,再利用切断机构将 2层包装材料
T6=1.5s。 (6)
切断。由于两侧的口还没有封,因此再在传送带的
5)剪切的时间为
两侧安装 1个或者 2个自动缝纫机。随着传送带的
T7=0.25s。 (7)
移动,包装材料两侧开口移动到缝纫机口下,伴随传纵向缝袋 剪切时间分别与横向缝袋及剪切时间相同,工作过程中卸袋与上料同时进行,不会相互影响,因此卸袋时间可以忽略。
动带的移动由缝纫机将其自动封好,此时封口结束。由于封口、切断以及缝纫聚集在一块,因此必须考虑各个机构之间的空间位置,防止发生空间干涉。布局示意图如图 3所示。
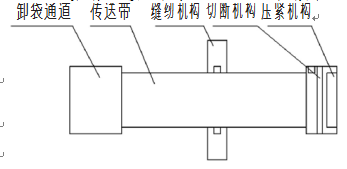
图 3 切断机构布局示意图
Fig.3 Diagram ofcut-offmechanism layout
6)包装一袋的总时间为
T=T1+T5+2×(T6+T7)=29.5s。 (8)
因此,钢 筋连接套自动包装机的生产效率为
3600=122袋/h,相比于目前的人工装袋包装每小时 20袋,提高了约 6 倍。
3自动包装机的工作循环
钢筋连接套的工作循环包括上料时间、输送钢筋连接套的时间、液压缸推送工件装袋的时间、缝纫 机横向缝袋的时间、剪切的时间、纵向缝袋的时间、卸袋的时间。以 M18工 件为例各动作工作时间如下。
1)上料时间
上料装置与检验、打标工序衔接,根据工艺要求,取物料的上料时间(即为物料由上料槽落入板式
4 结语
研发了一种具有自动包装功能的钢筋连接套包装设备,制定了包装工艺技术路线,设计了总体方案和整机结构,实现了钢筋连接套的自动上料、输送、装袋、封口、卸袋等自动包装功能,解决了生产现场存在的手工装袋、包装效率低、劳动强度大等实际难题。
研发的设备具有以下优点:1)包装效率高,可完成每小时 122袋的包装任务;2)适用性强,适用于钢筋连接套内螺纹 M18-M32等多种规格的包装;3)自动化程度高,省时省力,能够大幅降低工人的劳动强度。
设备研发的不足之处是现有调整机械为手动调节,当工件规格、包装规格发生变化时调整时间过长,后续会对此重点改进。
文章来源于网络转载,侵删
 ×
×



